 简体中文
简体中文
 English
English
 عربى
عربى

Understanding the Root Causes of Surface Damage
Effectively preventing scratches begins with understanding where and how they occur in the production workflow. The primary culprits are not always obvious. Abrasion can happen during part ejection from the stamping die, during handling and transfer between operations, in tote bins or containers, during secondary processes like deburring, and even in final packaging. The inherent hardness of stainless steel, while resisting deformation, can be surprisingly susceptible to galling and marring when two metal surfaces slide against each other under pressure, transferring material and creating visible scratches. Recognizing these friction points is the first step toward implementing targeted countermeasures.
Proactive Strategies: Prevention at the Source
Mitigating damage must start at the very beginning of the manufacturing process. The goal is to create an environment where surface contact is controlled, cushioned, or eliminated.
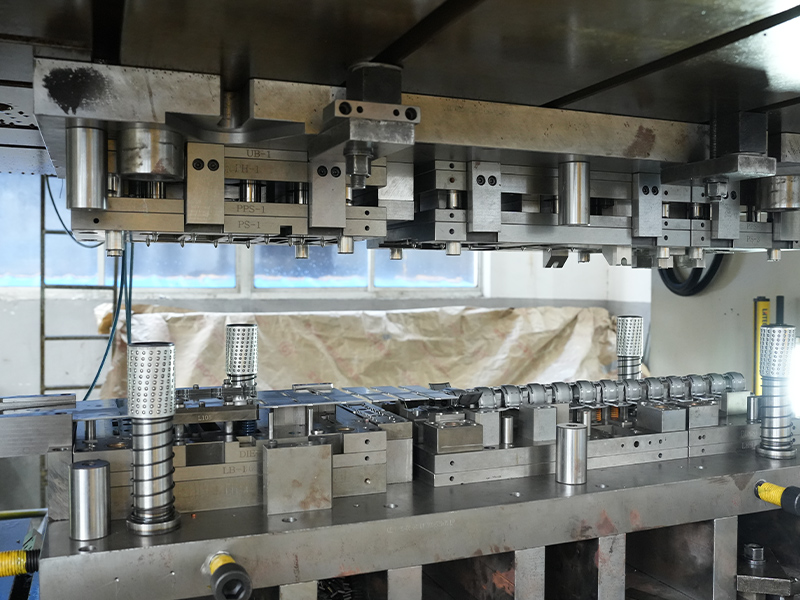
Tooling and Die Design for Protection
The design and maintenance of the stamping die itself are critical. Key practices include:
- Utilizing polished die surfaces with a high-quality surface finish (e.g., #8 mirror polish) in areas that contact the part's critical surfaces.
- Specifying appropriate die materials like hardened tool steel or carbide inserts to resist wear that can create burrs and imperfections which scratch parts.
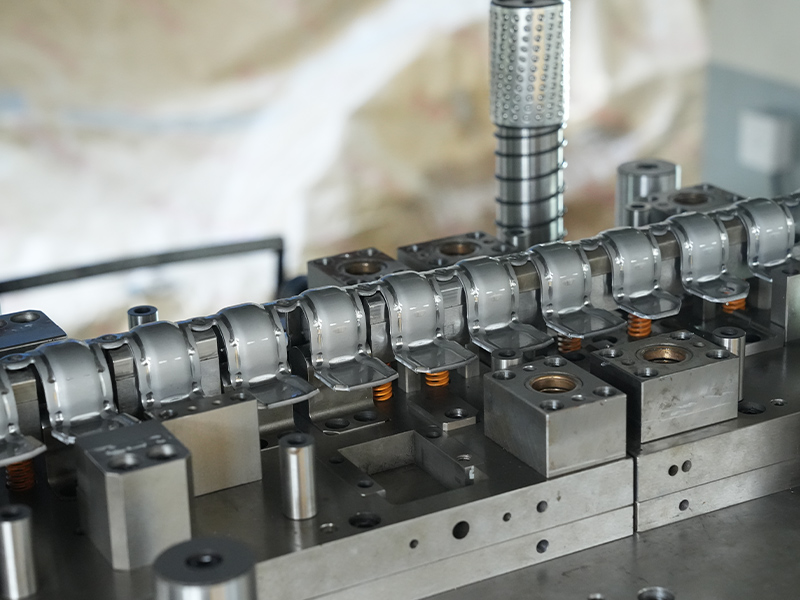
- Implementing controlled ejection systems using nitrogen springs or cushioned pins to ensure parts release smoothly and do not get dragged across steel surfaces.
- Applying specialized coatings, such as Titanium Nitride (TiN) or Diamond-Like Carbon (DLC), to die components to reduce friction and adhesive wear (galling).
Material and Process Selection
Choosing the right stainless steel grade and process parameters can significantly influence surface sensitivity. Annealed or softer tempers may be more prone to scratching than full-hard material, though they are easier to form. Using protective films, either temporary peel-off polymer layers applied to the coil stock before stamping or liquid lubricants with anti-scratch additives, creates a sacrificial barrier during forming and handling.
Handling Protocols: The Human and Workflow Factor
Even with perfect tooling, improper handling is a leading cause of damage. Establishing and enforcing strict handling protocols is non-negotiable for high-finish parts.
- Operator Training: Personnel must wear clean, lint-free cotton or nitrile gloves to prevent fingerprints and direct metal contact. They should be trained to handle parts by their edges or non-critical surfaces.
- Workstation Design: Use padded, non-abrasive surfaces (e.g., PVC, felt, or silicone mats) at all workstations, inspection areas, and packaging stations.
- Part Separation and Storage: Never allow stamped parts to tumble or rub together in bulk. Use separators, dividers, or individual slots in trays. For in-process storage, stack parts with protective interleaving paper or foam.

Controlled Environments for Secondary Operations
Processes like welding, grinding, polishing, and cleaning introduce high risks. Isolate these operations physically or temporally from clean assembly areas. Dedicated tools and fixtures should be used to prevent cross-contamination with carbon steel or abrasive debris. For example, use stainless-steel-only wire wheels and brushes. Automated cleaning systems (ultrasonic, passivation) are preferred over manual scrubbing, which can cause inconsistent scratching.
Packaging: The Final Layer of Defense
Packaging is the last, critical step to preserve surface integrity through shipping. The packaging must immobilize the part completely. Common effective methods include:
| Packaging Method | Best For | Key Material |
| VCI (Volatile Corrosion Inhibitor) Packaging | Preventing corrosion and light abrasion | VCI paper, foam, or film |
| Custom Foam Cavity | High-value or delicate parts with complex geometry | Polyethylene or polyurethane foam |
| Compartmentalized Plastic Trays | High-volume small to medium parts | Static-dissipative or conductive plastics |
| Shrink / Stretch Wrap with Edge Protectors | Large, flat parts or assembled units | Polyethylene film with foam corner guards |
Inspection, Sorting, and Corrective Action
A robust quality control process is essential for catching and addressing surface defects. Inspection should occur under controlled lighting (often LED white light) at key stages: after stamping, after secondary operations, and before final packaging. Establish clear, sample-based Acceptable Quality Limits (AQL) for surface scratches, defining allowable length, depth, and location. Any non-conforming parts should be quarantined. For minor defects, a controlled, approved polishing procedure using progressively finer abrasives (e.g., from Scotch-Brite belts to fine-grain buffing compounds) may be used for rework, but this must be carefully managed to avoid altering critical dimensions.
Building a Culture of Surface Consciousness
Ultimately, preventing scratches on Stainless Steel Stamping Parts is not a single-step fix but a comprehensive system. It requires integrating considerations from initial design and tooling engineering through to the shipping dock. The most successful manufacturers foster a culture where every team member, from the press operator to the packaging specialist, understands their role in preserving surface integrity. This is achieved through continuous training, clear standard operating procedures (SOPs) for handling, and investing in the right protective materials and equipment, viewing them not as costs but as essential safeguards for product quality and customer satisfaction.










