 简体中文
简体中文
 English
English
 عربى
عربى

I. Metal stamping parts: the secret of the cornerstone of industry
In the grand map of modern industry, stamping parts are like indispensable solid rivets, closely connecting various industrial links and supporting the stable structure of industrial buildings. From the cars we rely on for daily travel to the electronic devices we always carry with us, from various home appliances at home to key components in the construction field, metal stamping parts are everywhere, and their importance is self-evident. They can be called the cornerstone of the industrial field.
Take the automobile manufacturing industry as an example. This is one of the most widely used and critical fields for metal stamping parts. The birth of a car is inseparable from thousands of metal stamping parts. From the outer shell of the car body to the internal engine parts, chassis structural parts, etc., they give the car a stable structure and smooth appearance, and bear various stresses and loads when the car is driving at high speed. Its quality is directly related to the safety, comfort and performance of the car. In the electronics industry, metal stamping parts also play a key role. The metal shells, internal connectors, terminals and other precision parts of electronic devices such as mobile phones, computers, and cameras are all masterpieces of metal stamping technology. These stamping parts not only guarantee the electrical performance of electronic equipment, but also provide solid physical protection for them, so that the equipment can withstand various external impacts in daily use.
In the home appliance industry, the application of metal stamping parts can also be seen everywhere. The shells, brackets, bases and other parts of home appliances such as refrigerators, washing machines, and air conditioners are mostly made by stamping. While ensuring the structural strength of home appliances, they can also meet consumers' pursuit of beauty and practicality through diversified designs. In the field of construction, metal stamping parts are used to manufacture key components such as doors and windows, curtain walls, and steel structures. They bear the huge weight of the building and the test of various natural forces, and have made great contributions to the safety and stability of the building.
It is precisely because of the wide application and key role of metal stamping parts in many industries that it is particularly important to explore its production process in the factory in depth. This not only helps us understand the secrets of industrial production and master advanced manufacturing technology, but also provides strong technical support and innovative ideas for the development of related industries, and promotes the entire industrial field to move towards a more efficient, precise and intelligent direction. Next, let us go into the factory together and unveil the mystery of the metal stamping production process.
II. Blueprint planning: design first
(I) Demand analysis and communication
In the production process of metal stamping parts, the design link is like the cornerstone of a building, playing a vital role, and demand analysis and communication are the key to opening the door to design. When receiving the task of producing metal stamping parts, the designer's first task is to conduct in-depth and comprehensive communication with customers or relevant departments.
Customer needs are often diverse and complex, which requires designers to have keen insight and excellent communication skills to accurately capture every key information. In terms of function, metal stamping parts in different industries and for different purposes have completely different functional requirements. For example, stamping parts in the aerospace field need to have extremely high strength and lightweight characteristics to withstand the huge stress of aircraft in complex high-altitude environments, while reducing the weight of the fuselage and improving flight performance; while precision stamping parts in electronic equipment focus on good conductivity and dimensional accuracy to ensure the stable transmission of electronic signals and the normal operation of equipment. In terms of performance, performance indicators such as high temperature resistance, corrosion resistance, and wear resistance vary depending on the application scenario. The stamping parts inside the car engine must be able to work stably for a long time under high temperature, high pressure and strong corrosion environment; the metal structural parts used outdoors must have excellent weather resistance and corrosion resistance to resist erosion by natural factors such as wind, rain, and ultraviolet rays.
Appearance design should not be ignored either. It is not only related to the aesthetics of the product, but also closely related to the market competitiveness of the product. With the continuous improvement of consumers' aesthetic level, the requirements for product appearance are becoming more and more stringent. The metal shells of some high-end electronic products pursue the ultimate smoothness of lines and exquisite surface texture to show the high-end quality and fashion sense of the products; while the stamping parts of household items pay more attention to the coordination with the overall home style, and add beauty to the home environment through unique shapes and color matching.
In order to fully and accurately understand customer needs, designers usually use a variety of communication methods. In addition to face-to-face communication, they will also maintain close contact with customers through remote methods such as telephone conferences and video conferences to ensure timely communication in any situation. At the same time, designers will also collect relevant information provided by customers, such as product manuals, technical specifications, reference samples, etc. These materials are like valuable clues to help designers deeply understand the background and demand details of the product. During the communication process, designers will use their professional knowledge to explain and guide some vague or unreasonable requirements raised by customers, and provide professional suggestions and solutions, so that the final design can not only meet the actual needs of customers, but also meet the principles and specifications of engineering design.
(II) Accurate drawing with CAD software
After fully understanding customer needs, designers will use professional software such as CAD (computer-aided design) to transform the ideas in their minds into accurate product drawings, which is the core link in the design process of metal stamping parts. CAD software has become an indispensable tool for modern industrial design with its powerful functions and high-precision drawing capabilities, providing designers with a broad creative space and efficient design means.
When using CAD software to draw product drawings, designers must first determine the overall layout and basic shape of the product. This requires building the general outline of the product in the software based on the information obtained from the previous communication, combined with their own design experience and creativity. For example, for a cylinder head stamping of an automobile engine, the designer will first determine its main shape, such as a rectangle or irregular polygon, as well as the location and approximate size of key parts such as various mounting holes and injector holes. In the process of determining the basic shape, the designer will fully consider the functional requirements and manufacturing process of the product to ensure the rationality and manufacturability of the design.
Next, the key parameters such as product size, shape, tolerance, etc. are accurately drawn and annotated. Dimensional accuracy is one of the key indicators of the quality of metal stamping parts, which directly affects the assembly and performance of the product. CAD software provides a wealth of drawing tools and precise dimensioning functions. Designers can accurately determine the size of each part by entering specific values or using measuring tools. For example, for a stamping part of a precision electronic connector, the dimensional tolerance of its pins may be required to be controlled within ±0.01mm, which requires designers to draw and annotate extremely accurately in CAD software to ensure that the subsequent processing process can meet this high-precision requirement.
The drawing of shapes also requires a high degree of accuracy. Metal stamping parts come in a variety of shapes, ranging from simple flat parts to complex three-dimensional curved parts. For stamping parts with complex shapes, designers use the surface modeling function of CAD software to accurately construct the three-dimensional shape of the product by creating control points, curves, and surfaces. For example, the surface of the car body cover usually has a complex curved surface shape. Designers need to use the advanced surface modeling tools of CAD software, such as NURBS (non-uniform rational B-spline) surface, to accurately depict every curve and every surface on the body surface, so that it not only meets the requirements of aerodynamics, but also shows beautiful appearance lines.
Tolerance marking is also an important part of the CAD drawing process. Tolerance refers to the range of variation of the allowable size, which reflects the accuracy requirements of the product during the manufacturing process. Reasonable tolerance design can not only ensure the quality and performance of the product, but also reduce the manufacturing cost. Designers will accurately mark the tolerance range of each size on the CAD drawing according to the product's use requirements and manufacturing process level. For example, for some stamping parts with high requirements for matching accuracy, such as the matching parts of the engine piston and the cylinder liner, the tolerance range may be controlled very strictly; while for the dimensions of some non-critical parts, the tolerance range can be appropriately relaxed.
During the drawing process, designers will also use various auxiliary functions of CAD software, such as layer management, block definition, parametric design, etc., to improve drawing efficiency and accuracy. The layer management function can place different types of graphic elements, such as contour lines, dimension lines, tolerance annotations, etc., on different layers for easy management and editing; the block definition function can define some commonly used graphic elements, such as standard parts, symbols, etc., as blocks for easy reuse; the parametric design function allows designers to automatically update graphics by modifying parameters, greatly improving the flexibility and efficiency of design.
(III) Design review and optimization
When the CAD drawing is completed, it does not mean the end of the design work. Next, it is necessary to organize multiple parties to conduct design reviews, which is an important link to ensure design quality, discover potential problems and optimize. Design review is a brainstorming process. By inviting people from different professional backgrounds to participate, the design plan is comprehensively and deeply reviewed and evaluated from multiple angles.
The people involved in the design review usually include designers, process engineers, mold engineers, quality control personnel, production managers, and customer representatives. As the main creator of the design plan, the designer is responsible for introducing the design ideas, product functions, structural characteristics and the basis for determining various parameters in detail; the process engineer evaluates the feasibility of the design plan in the actual production process from the perspective of manufacturing process, including the selection of stamping process, the difficulty of mold design and manufacturing, the applicability of production equipment, etc.; the mold engineer will focus on the structural design, strength calculation, life prediction and maintenance of the mold; the quality control personnel will strictly review the product's dimensional accuracy, surface quality, performance indicators and other aspects according to the quality standards and inspection specifications to ensure that the design plan can meet the quality requirements; the production management personnel will consider factors such as production efficiency, cost control, and production planning, and put forward optimization suggestions to make the design plan more in line with production reality; the customer representative will express opinions on the product's functions, appearance, and user experience from the user's perspective to ensure that the design plan can meet the customer's needs and expectations.
During the review process, personnel from all parties will conduct a detailed review of the design drawings and raise questions and suggestions from different angles. For example, a process engineer may find that the arrangement of a stamping process is unreasonable, resulting in low production efficiency or increased scrap rate. At this time, it is necessary to discuss with the designer to adjust the stamping process sequence or improve the mold structure; the mold engineer may point out that a certain part of the mold is not strong enough and is prone to damage during use, and the material selection or structural design of the mold needs to be optimized; the quality control personnel may find that a certain dimensional tolerance requirement of the product is too strict and difficult to guarantee under the existing production conditions. It is necessary to negotiate with the designer to appropriately relax the tolerance range while ensuring that the product quality is not affected; the customer representative may propose some modification suggestions on the product's appearance design, such as color, shape, surface treatment method, etc. The designer will make corresponding adjustments and optimizations to the design plan based on the customer's feedback.
For the questions and suggestions raised during the review process, the design team will conduct in-depth analysis and research and formulate corresponding optimization measures. This may involve partial modifications to the design drawings, such as adjusting parameters such as size, shape, tolerance, etc.; it may also require re-conceptualization and optimization of the entire design plan, such as changing the product's structural form, material selection or stamping process. During the optimization process, the design team will make full use of the functions of CAD software to simulate and analyze the modified design plan and verify it to ensure that the optimized design plan can meet various requirements and avoid problems in the actual production process.
Design review and optimization is an iterative process. The design plan will not be finalized until all parties reach a consensus on the design plan and believe that the design plan has fully considered the product's function, performance, appearance, manufacturing process, quality control, production efficiency and cost and other factors, and is scientific and feasible, laying a solid foundation for subsequent mold manufacturing and stamping production.
III. Material selection: the source of quality
(I) Material properties and adaptability
Material selection plays a vital role in the production of metal stamping parts, just like the cornerstone of a high-rise building, and is a key factor in ensuring product quality and performance. Common metal materials such as cold-rolled steel plates, stainless steel plates, aluminum plates, etc., each have unique characteristics, which determine their adaptability in different products.
Cold-rolled steel plates, known for their good surface quality and dimensional accuracy, are like a delicate craftsman who can create high-precision products. Its mechanical properties and process performance are also relatively good, and it is easy to perform stamping, bending and other processing operations, just like a skilled dancer, showing a graceful posture during the processing process. However, the corrosion resistance of cold-rolled steel plates is relatively weak, just like a delicate flower that needs extra care. In some products that do not require high corrosion resistance but have high requirements for dimensional accuracy and surface quality, such as the housing of electronic equipment and small mechanical parts, cold-rolled steel plates are an ideal choice. For example, cold-rolled steel plates are often used in the manufacture of mobile phone shells. The stamping process is used to shape the exquisite appearance, and then the surface treatment is performed to make it have a beautiful appearance and certain protective properties.
Stainless steel plates are known as the "steel guards" in the material industry for their excellent corrosion resistance and high strength. Whether in a humid environment or in the face of chemical erosion, it can stick to its post and maintain stable performance. Its surface is smooth and beautiful, with good oxidation resistance and wear resistance, like a warrior in armor, fearless of external challenges. Stainless steel plates are widely used in food processing, medical equipment, architectural decoration and other fields. For example, containers, pipes and other parts in food processing equipment require extremely high corrosion resistance because they need to contact various foods and detergents. Stainless steel plates can meet this demand well and ensure the safety and hygiene of the equipment; in architectural decoration, stainless steel plates are often used to make railings, curtain walls, etc., which can not only provide solid structural support, but also show a fashionable and modern aesthetic.
Aluminum sheet is favored for its light weight, good electrical conductivity and thermal conductivity. It is like a light messenger and plays an important role in some fields with strict weight requirements. It has strong plasticity and is easy to process into various shapes. It is like a creative artist who can shape aluminum sheet into various exquisite shapes. At the same time, aluminum sheet also has good corrosion resistance. It can form a dense aluminum oxide protective film in the air to protect its interior from erosion. Aluminum sheet can be seen everywhere in industries such as aerospace, electronic products, and automobile manufacturing. In the field of aerospace, in order to reduce the weight of aircraft and improve flight performance, aluminum sheet is widely used in the manufacture of aircraft wings, fuselages and other parts; in electronic products, aluminum sheet is often used to make heat sinks, using its good thermal conductivity to effectively dissipate heat and ensure the stable operation of electronic equipment.
When selecting materials, it is necessary to comprehensively consider the specific needs of the product. In terms of strength, if the product needs to withstand large external forces, such as automotive structural parts, mechanical transmission parts, etc., it is necessary to choose materials with higher strength, such as cold-rolled steel sheets or stainless steel sheets. For some products with high toughness requirements, such as springs and connectors, the toughness of the material becomes a key factor, and it is necessary to ensure that the material is not easy to break when subjected to force. In terms of corrosion resistance, such as the food processing and medical equipment mentioned above, materials with good corrosion resistance must be selected to ensure the safety and service life of the product.
In addition to these basic characteristics, factors such as material cost and machinability cannot be ignored. Cost is one of the important factors that must be considered in enterprise production. On the premise of meeting product performance requirements, choosing low-cost materials can reduce production costs and improve the competitiveness of enterprises. The machinability of materials also directly affects production efficiency and product quality. For example, although some materials have excellent performance, they are difficult to process and may require special processing technology and equipment, which will increase the complexity and cost of production. Therefore, when selecting materials, it is necessary to weigh various factors and find the material that best suits the product requirements.
(II) Material pretreatment process
In the production process of metal stamping parts, the material pretreatment process is an indispensable and important link, just like a careful rehearsal before a wonderful performance, laying a solid foundation for subsequent processing and product quality. The pretreatment process mainly includes material cutting, sorting, and surface treatment processes such as cleaning, degreasing, and sandblasting.
Material cutting is the process of dividing raw materials according to the required size and shape. It is like a precise tailor who cuts large pieces of cloth into suitable sizes. During the cutting process, it is necessary to select a suitable cutting method according to the type and thickness of the material and the requirements of the product. Common cutting methods include saw cutting, plasma cutting, laser cutting, etc. Saw cutting is a more common method. It cuts metal materials through the high-speed rotation of the saw blade. It is suitable for cutting thicker metal sheets; plasma cutting uses high-temperature and high-speed plasma gas flow to melt and blow away metal materials to achieve the purpose of cutting. This method has fast cutting speed and high precision, and is suitable for cutting metal materials of various shapes; laser cutting uses high-energy laser beams to melt and vaporize metal materials to achieve the cutting effect. Its cutting precision is extremely high, and it can achieve cutting of complex shapes. It is often used to cut high-precision metal parts.
The finishing process is mainly to inspect and trim the cut materials, remove burrs, flash and other defects on the surface of the materials, make the surface flat and smooth, and provide a good foundation for subsequent processing. This process is like a careful beautician, carefully modifying the materials to make them look brand new.
The cleaning and degreasing process is to remove pollutants such as oil, dust, and impurities on the surface of the materials to ensure the cleanliness of the surface of the materials. If these pollutants are not removed in time, they will affect the subsequent processing quality. For example, during the stamping process, oil may cause increased wear of the mold and affect the surface quality of the stamping parts; during the welding process, impurities may cause welding defects and reduce welding strength. Common cleaning methods include chemical cleaning and ultrasonic cleaning. Chemical cleaning uses chemical reagents to react with oil to dissolve or emulsify it, thereby achieving the purpose of removing oil; ultrasonic cleaning uses the cavitation effect of ultrasound to produce tiny bubbles in the liquid. The impact force generated when the bubbles burst can peel off the oil and impurities from the surface of the material to achieve the cleaning effect.
The sandblasting process is to impact the surface of the material with high-speed sand particles to remove the oxide scale, rust, etc. on the surface, and at the same time make the surface of the material form a certain degree of roughness to increase the surface adhesion. This process is like a diligent cleaner, which thoroughly removes the dirt on the surface of the material and creates good conditions for subsequent surface treatment and coating adhesion. For example, before surface treatment such as painting and electroplating, sandblasting can make the coating adhere better to the surface of the material and improve the durability and protective performance of the coating.
The material pretreatment process is of great significance for subsequent processing and product quality. The surface quality of the pretreated material is guaranteed, which can better fit the mold, reduce friction and wear during the stamping process, and improve the dimensional accuracy and surface quality of the stamping parts. A clean surface helps to improve the quality of subsequent processes such as welding and painting, making the welding more solid and the coating more uniform and solid, thereby improving the overall performance and service life of the product. If the pretreatment process is not in place, various quality problems may occur in the product, such as surface defects, dimensional deviations, and decreased corrosion resistance, which will seriously affect the quality and market competitiveness of the product. Therefore, in the production process of metal stamping parts, we must attach great importance to the material pretreatment process, strictly follow the process requirements, and ensure the quality of material pretreatment.
IV. Mold manufacturing: key tool creation
(I) Ingenious conception of mold design
Mold design, as the core link of metal stamping production, is like a precise symphony performance. Every note is crucial, and its ingenious conception runs through the whole process. According to the product design drawings, mold designers use deep professional knowledge and rich practical experience to start this complex and creative design journey.
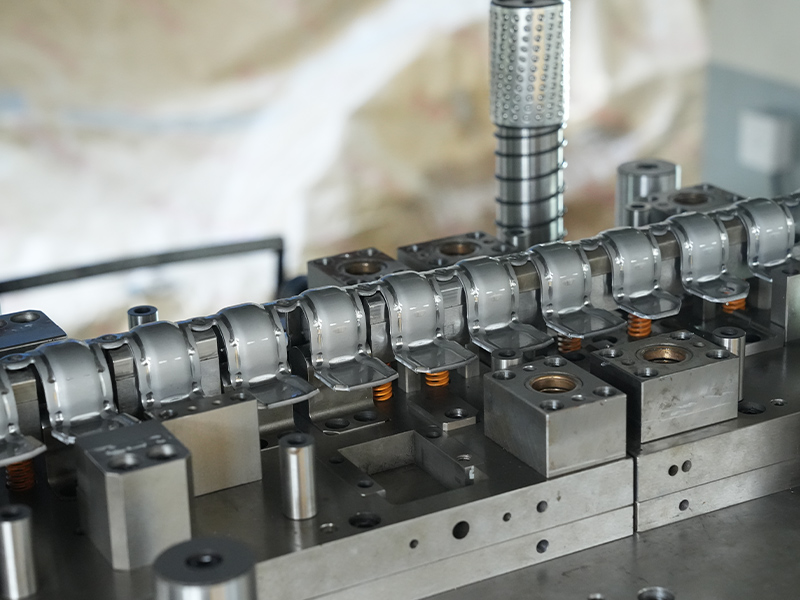
When designing the structure of the mold, the designer needs to be like a carefully laid out architect, taking into account the shape, size and stamping process requirements of the product. For simple-shaped stamping parts, such as flat gaskets, the mold structure is relatively direct, and simple single-process molds are usually used to complete the stamping. For complex-shaped stamping parts, such as automobile covers, they have irregular curved surfaces and numerous holes, grooves and other features, which requires designers to design complex multi-station progressive dies or compound molds. Multi-station progressive dies can complete multiple stamping processes on a die, and efficiently produce stamping parts with complex shapes through continuous feeding and stamping; compound dies can complete multiple stamping processes at the same station at the same time, such as blanking, punching, bending, etc., reducing the positioning error of stamping parts and improving the accuracy of products.
The shape design of the mold also requires a high degree of precision and innovation. It must fit the shape of the product perfectly, just like tailor-made clothes. For example, for a stamping part of an electronic product housing with a unique shape, the shape design of the mold needs to accurately replicate the shape of the product, including every arc and every corner. Designers will use advanced 3D modeling technology to build an accurate model of the mold in the computer, and optimize the shape of the mold through simulation analysis to ensure that during the stamping process, the material can flow evenly, fill the mold cavity, and form a product shape that meets the requirements.
The accurate determination of size is the key to mold design. Any slight dimensional deviation may lead to quality problems of stamping parts, such as dimensional tolerance and poor assembly. Designers will accurately calculate the dimensions of the mold based on the product's size requirements, combined with the deformation characteristics of the material and the characteristics of the stamping process. For example, when designing a mold for stamping precision gears, the gear tooth profile size accuracy requirements are extremely high. Designers need to take into account the elastic deformation and plastic deformation of the material during the stamping process, as well as the wear of the mold and other factors, and accurately determine the size of the mold tooth profile to ensure that the stamped gear meets the design requirements.
During the design process, material deformation and stress distribution are factors that designers must focus on. Materials will undergo complex deformations during the stamping process, such as stretching, compression, bending, etc. Different deformation methods will produce different stress distributions. If the mold design is unreasonable, it may cause uneven material deformation, wrinkling, cracking and other defects, and excessive stress concentration will also affect the service life of the mold. In order to deal with these problems, designers will use the knowledge of material mechanics and plasticity mechanics to simulate and analyze the stamping process. Through simulation, we can intuitively understand the deformation process and stress distribution of the material, so as to optimize the structure and shape of the mold, such as reasonably setting the mold's fillet radius, convex and concave mold gap and other parameters, so that the material deformation is more uniform, stress concentration is reduced, and the quality of stamping parts and the life of the mold are improved.
Mold design also needs to consider production efficiency and cost factors. On the premise of ensuring product quality, designers will strive to design efficient and low-cost molds. For example, by optimizing the structure of the mold, reducing the manufacturing difficulty and processing time of the mold, and improving production efficiency; reasonably selecting mold materials, while meeting the mold performance requirements, reducing material costs. At the same time, designers will also consider the convenience of mold maintenance and maintenance, so that the mold can maintain good performance during long-term use and reduce maintenance costs.
(II) Application of advanced manufacturing technology
In the field of mold manufacturing, the application of advanced manufacturing technology is like a pair of powerful wings for mold manufacturing, enabling it to achieve excellent standards of high precision and high durability. Advanced technologies such as CNC machining and EDM have become an indispensable key means of modern mold manufacturing.
CNC (Computer Numerical Control) machining plays a core role in mold manufacturing with its high degree of automation and precision. It controls the movement of machine tools through computer programs to achieve precise machining of mold parts. During the machining process, CNC machine tools can accurately control the path and cutting parameters of the tool according to the pre-programmed program, thereby achieving the machining of complex shapes and high-precision dimensions of mold parts. For example, when machining the cavity and core of the mold, CNC machining can control the surface roughness of mold parts to an extremely low level through high-speed milling, precision boring and other processes, and the dimensional accuracy reaches the micron level. Compared with traditional machining methods, CNC machining has the advantages of high machining efficiency, stable precision and good repeatability, which can greatly shorten the manufacturing cycle of the mold and improve the quality of the mold.
Electro-spark machining, as a non-traditional machining method, has unique advantages in mold manufacturing. It uses the high temperature generated by discharge to corrode and remove metal materials, thereby achieving the machining of mold parts. This machining method is particularly suitable for machining mold parts with high hardness and complex shapes, such as molds with fine holes, narrow grooves, special-shaped contours and other features. When machining the fine structure of precision molds, EDM can achieve precise machining of tiny sizes by precisely controlling the discharge parameters, and its machining accuracy can reach the submicron level. EDM can also process some materials that are difficult to process with traditional machining methods, such as cemented carbide, hardened steel, etc., providing more material options for mold manufacturing.
When using these advanced manufacturing processes, operators need to have professional skills and rich experience. They should be familiar with the performance and operation methods of various processing equipment, and be able to reasonably select processing processes and parameters according to the characteristics and requirements of mold parts. When performing CNC machining, operators need to accurately compile machining programs, taking into account factors such as tool selection, cutting speed, feed rate, etc. to ensure machining quality and efficiency. When performing EDM, operators need to be proficient in adjusting discharge parameters, such as discharge current, discharge time, pulse interval, etc., to control machining accuracy and surface quality. At the same time, operators also need to have a good sense of quality and responsibility, strictly operate in accordance with process requirements, and ensure that every mold part meets quality standards.
The use of advanced manufacturing processes also requires the support of advanced equipment and a sound management system. Enterprises need to invest a lot of money to introduce advanced CNC machining centers, EDM machines and other equipment, and regularly maintain and service the equipment to ensure the accuracy and performance of the equipment. Enterprises also need to establish a complete quality management system to monitor the entire mold manufacturing process, from the inspection of raw materials to the quality inspection of the processing process, and then to the acceptance of the finished product. Each link is strictly controlled to ensure the stable and reliable quality of the mold.
(III) Key points of mold quality control
The control of mold quality is the key to ensure the smooth production of metal stamping parts and the stability of product quality. It is like setting up a solid checkpoint in the production chain, and every link cannot be missed. In the mold manufacturing process, strict quality inspection links are carried out throughout, from the design stage of the mold to the final acceptance after the processing is completed. Each step has corresponding quality inspection measures to ensure that the quality of the mold meets high standards.
Dimensional accuracy detection is one of the important links in mold quality detection. The dimensional accuracy of the mold directly affects the dimensional accuracy and assembly performance of the stamping parts. During the mold processing process, various high-precision measuring equipment, such as three-coordinate measuring machines and laser interferometers, are used to accurately measure the key dimensions of the mold. The three-coordinate measuring machine can accurately calculate the dimensional deviation of the mold by measuring the coordinates of multiple points on the mold surface, and its measurement accuracy can reach the micron level. When detecting the cavity size of the mold, the three-coordinate measuring machine can quickly and accurately measure the length, width, depth and other dimensions of the cavity, and compare them with the design drawings to determine whether the dimensions meet the requirements. For some mold parts with complex shapes, non-contact measurement methods such as optical measurement and laser scanning are also used to obtain more comprehensive and accurate dimensional information.
Surface roughness detection should not be ignored either. The surface roughness of the mold will affect the surface quality and demolding performance of the stamping parts. If the mold surface is rough, the stamping parts are prone to defects such as strain and scratches during demolding, and the friction between the mold and the stamping parts will also increase, affecting the dimensional accuracy and production efficiency of the stamping parts. When detecting the surface roughness of the mold, a surface roughness measuring instrument is usually used to measure the microscopic unevenness of the mold surface through a stylus or optical measurement method. According to the use requirements and industry standards of the mold, the allowable range of the mold surface roughness is determined. For mold surfaces that do not meet the requirements, corresponding polishing, grinding and other treatments will be carried out to reduce the surface roughness and improve the surface quality of the mold.
In addition to dimensional accuracy and surface roughness detection, mold hardness detection is also an important part of quality control. The hardness of the mold is directly related to its wear resistance and service life. During the mold manufacturing process, the key parts of the mold, such as the convex and concave molds, cores, etc., will be tested for hardness. Commonly used hardness testing methods include Rockwell hardness test, Brinell hardness test, Vickers hardness test, etc. Through hardness testing, it can be judged whether the heat treatment of the mold material is proper and whether the hardness value required by the design is reached. If the mold hardness is insufficient, wear and deformation are prone to occur during the stamping process, affecting the service life of the mold and the quality of the stamping parts; if the mold hardness is too high, it will increase the brittleness of the mold and easily cause defects such as cracking. Therefore, reasonable control of the mold hardness is one of the important factors to ensure the quality of the mold.
During the mold manufacturing process, other quality inspections will also be carried out, such as mold structural integrity inspection, material performance inspection, assembly accuracy inspection, etc. The structural integrity test of the mold mainly checks whether all the parts of the mold are complete and whether there are defects such as cracks, sand holes, and pores; the material performance test is to test the chemical composition and mechanical properties of the mold material to ensure that the material meets the design requirements; the assembly accuracy test is to check the matching accuracy between the various parts of the mold after the mold is assembled, such as the gap between the male and female molds, the matching accuracy of the guide pins and guide sleeves, etc., to ensure that the mold can work normally during use.
In order to ensure the quality of the mold, it is also necessary to establish a complete quality management system and traceability system. The company will formulate strict quality standards and inspection specifications to clarify the requirements and methods of each quality inspection link. At the same time, the manufacturing process of each mold will be recorded in detail, including the procurement information of raw materials, processing parameters, quality inspection data, etc., so that when quality problems occur, the root cause of the problem can be quickly traced back and corresponding improvement measures can be taken. Through strict quality control and a perfect management system, the quality of the mold can be effectively improved, providing reliable guarantees for the production of metal stamping parts.
V. Stamping: Core Transformation
(I) Types and Characteristics of Punching Equipment
In the production process of metal stamping parts, punching equipment is a key tool for material deformation, just like a sharp blade on the battlefield. Its performance and characteristics directly affect the quality and efficiency of stamping. Mechanical punching and hydraulic punching are two common types of punching machines, each with its own unique working principle, applicable scenarios, advantages and disadvantages.
The working principle of the mechanical punching machine is based on the ingenious design of the crank-connecting rod mechanism. Like a precise dancer, it drives the crank to rotate through belts and gears under the drive of the motor, and then the crank-connecting rod mechanism converts the rotational motion into the reciprocating linear motion of the slider, thereby realizing the stamping of metal materials. When stamping a small metal part, the motor drives the flywheel to rotate at high speed to accumulate energy. When the clutch is engaged, the kinetic energy of the flywheel is transmitted to the crank, causing the slider to move downward quickly, exerting a huge impact force on the metal material placed on the mold, causing it to undergo plastic deformation instantly, completing the stamping process. This type of punch has distinct characteristics. Its punching speed is fast, and it can reach a punching frequency of dozens or even hundreds of times per minute. It is as fast as lightning and can meet the needs of mass production. When producing small hardware accessories, mechanical punches can punch at high speed and continuously, greatly improving production efficiency. Its structure is relatively simple, easy to maintain and maintain, and reduces the maintenance cost and downtime of the equipment. Mechanical punches also have some limitations. Its impact force is relatively fixed, and it is difficult to adjust it precisely according to different materials and stamping processes. Like a strongman who lacks flexibility, he may be unable to cope with complex stamping needs. Moreover, its stamping stroke is usually fixed. When processing workpieces of different heights, it may be necessary to replace the mold or make complex adjustments.
Hydraulic punches use the powerful force of the hydraulic system to drive the slider to move, just like a giant with infinite power. It converts hydraulic energy into mechanical energy through the hydraulic cylinder to achieve stamping of metal materials. When the hydraulic pump delivers high-pressure oil to the cylinder, the piston in the cylinder drives the slider to move up and down smoothly under the action of the oil pressure, exerting uniform pressure on the metal material. When processing large automobile covers, hydraulic punching machines can provide huge and stable pressure to deform metal sheets evenly and ensure the shape and dimensional accuracy of the covers. The advantages of hydraulic punching machines are significant. They are powerful and can generate large working forces and working power. They can easily cope with punching, cutting, forming and other processing operations of thick plate metals. They are ideal for processing large and thick-walled metal parts. The processing process is stable. The hydraulic system can ensure the smooth movement of the slider, and it is not easy to shake and vibrate, thereby ensuring the consistency and accuracy of the processing. It is like a calm master who can accurately complete each stamping. The speed of the hydraulic punching machine is adjustable, and it can be flexibly adjusted according to different workpiece materials, processing methods and stamping sizes to achieve the best processing effect. It has strong adaptability and can meet the requirements of various complex stamping processes. However, the hydraulic punching machine is not perfect. Its precision is relatively low, and it may not meet the requirements for some precision stamping parts that require extremely high dimensional accuracy. In addition, the energy consumption is high. The hydraulic system consumes a lot of energy during the working process, which increases the production cost. Its maintenance cost is also relatively high. The hydraulic oil in the hydraulic system needs to be replaced and inspected regularly, and the hydraulic components also need to be regularly repaired and replaced. The technical requirements for operators are also high, and they need to have certain hydraulic knowledge and operating skills.
When choosing a punching machine, you need to consider many factors comprehensively. The shape and size of the product are one of the important considerations. For stamping parts with simple shapes and small sizes, such as small gaskets and rivets, the high-speed stamping capacity and relatively simple structure of the mechanical punch can meet the production needs, and the cost is low; while for stamping parts with complex shapes and large sizes, such as automobile body covers and large mechanical structural parts, the powerful power and stable pressure of the hydraulic punch are more suitable, which can ensure the quality and precision of the stamping parts. The nature of the material should not be ignored. For materials with low hardness and easy deformation, such as aluminum plates and copper plates, both mechanical punches and hydraulic punches can be applied; but for materials with high hardness and high strength, such as high-strength alloy steel, the powerful power of the hydraulic punch can better ensure the smooth progress of the stamping process. Production batch is also a key factor in selecting punching equipment. In large-scale production, the high-speed punching capacity of mechanical punching can improve production efficiency and reduce unit cost; in small-scale production, the flexibility and adaptability of hydraulic punching are more important, and can be adjusted according to different product requirements to avoid idleness and waste of equipment. Enterprises also need to consider the purchase cost, operation cost, maintenance cost and other factors of punching equipment according to their own budget and cost control requirements, and choose the punching equipment that best suits them.
(II) Fine operation of the stamping process
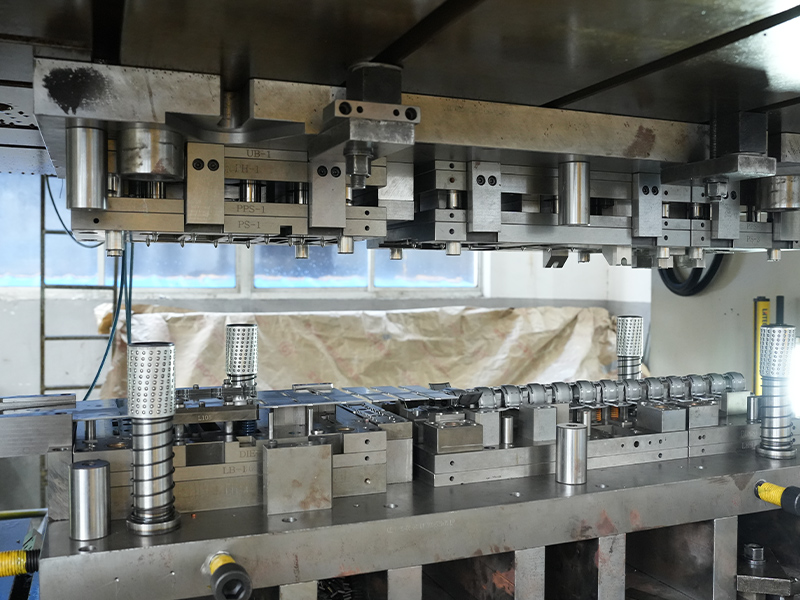
The stamping process is a fine and rigorous process. Each step is like a gear in a precision instrument, working closely together to promote the metal material to complete the gorgeous transformation from the original form to the precision stamping parts. When the pre-treated metal material is carefully placed on the punching machine, a journey of metal transformation officially begins. It is like a carefully choreographed dance, and every movement has been carefully considered and repeatedly practiced.
Installing and debugging the mold is a key link in the stamping process. The mold is like the dancing shoes in this dance. It must fit the dancer perfectly to dance beautifully. The operator will accurately install the carefully manufactured mold on the punch press according to the design requirements of the product. During the installation process, they will use professional tools and equipment to ensure that the mold is accurately positioned and firmly fixed. After the installation is completed, it will enter the intense debugging stage. The operator will carefully check the various components of the mold, such as the punch, die, unloading device, etc., to ensure that they are in good working condition. They will also perform no-load debugging, let the punch press run idle several times, observe whether the opening and closing of the mold is smooth, whether the fit between the components is tight, and whether there is any abnormal sound or vibration. Only when the mold is debugged to the best state can the subsequent stamping process be carried out smoothly.
Setting stamping parameters is another important step that cannot be ignored. It is like setting rules for a game. The reasonable setting of parameters directly affects the result of the game. Stamping parameters include stamping speed, pressure, stroke, etc. The setting of these parameters needs to be comprehensively considered according to factors such as the shape, size, material properties and structure of the mold. For thicker and harder metal materials, it is necessary to set a higher stamping pressure and a slower stamping speed to ensure that the material can be fully deformed while avoiding damage to the mold and equipment; for thinner and softer materials, it is necessary to appropriately reduce the stamping pressure and increase the stamping speed to prevent excessive deformation or rupture of the material. The setting of the stamping stroke is also crucial. It needs to be determined according to the height of the product and the structure of the mold to ensure that the slider of the punch press can complete the stamping action at the appropriate position. The stroke should not be too large to damage the mold, nor should it be too small to prevent the product from being formed.
When everything is ready, the stamping process officially begins. Driven by the motor, the slider of the punch press moves downward quickly and forcefully like a well-trained athlete, driving the mold to exert huge pressure on the metal material. At this moment, the metal material undergoes plastic deformation under the action of the mold, and begins to gradually change its shape, approaching the designed shape of the product. In this process, the atomic structure inside the metal material is rearranged, just like a group of orderly arranged soldiers, who adjust their positions under the action of strong external forces to adapt to the new shape requirements. The friction between the metal material and the mold also plays an important role in this process. It not only affects the flow and deformation of the material, but also generates a certain amount of heat. This heat needs to be dissipated in time to ensure the quality of the stamping process and the life of the mold.
During the stamping process, the operator needs to maintain a high degree of concentration at all times and pay close attention to the operation status of the punch press and the quality of the stamped parts. They will observe the running sound, vibration of the punch press, and the appearance of the stamped parts to promptly discover and solve possible problems. If the sound of the punch press is found to be abnormal, it may be that the mold is loose or damaged, and it is necessary to stop the machine immediately for inspection and repair; if cracks, wrinkles and other defects are found on the surface of the stamped parts, it may be that the stamping parameters are set unreasonably or the mold surface is not smooth, and the parameters need to be adjusted in time or the mold needs to be polished. Operators will also regularly sample and inspect the stamped parts, using professional measuring tools such as calipers, micrometers, projectors, etc. to detect the dimensional accuracy and shape accuracy of the stamped parts to ensure that the quality of the stamped parts meets the design requirements.
(III) Detailed explanation of common stamping processes
1. Separation process
The separation process plays a vital role in the production of metal stamping parts. It is like a skilled engraver. Through specific processes such as blanking, punching, and cutting, the metal sheet is divided according to the precise design requirements, giving it a preliminary outline and shape, laying a solid foundation for subsequent processing.
The blanking process is the process of accurately separating the blank of the required shape from the metal sheet. Its principle is based on the ingenious design of the mold and the strong pressure of the punch. In actual operation, the upper mold and the lower mold are closely matched, like meshing gears. When the punch slide drives the upper mold to move downward quickly, the cutting edge of the mold exerts a huge shear force on the metal sheet, causing the sheet to break along the predetermined contour line, thereby separating the blank that meets the requirements. When producing the metal casing of electronic equipment, the blanking process can cut the approximate shape of the casing from the metal sheet, providing a basis for subsequent forming and processing. The role of the blanking process in product manufacturing cannot be underestimated. It directly determines the basic shape and dimensional accuracy of the product and is one of the key links to ensure product quality.
The punching process is to punch holes of various shapes and sizes on the existing blank. This process is widely used in many products. In the manufacture of the cylinder block of an automobile engine, a large number of mounting holes and oil channel holes need to be punched out through the punching process to meet the assembly and working requirements of the engine. Its operation method also depends on the synergy of the mold and the punch press. The punch and the die of the mold cooperate with each other. Under the pressure of the punch press, the punch presses the metal sheet into the die hole, causing the sheet to be partially separated, thereby forming the required hole. The precision requirements of the punching process are extremely high. The position, size and shape of the hole must strictly meet the design standards, otherwise it will affect the performance and assembly of the product.
The cutting process is the operation of cutting the metal sheet or blank according to a certain length or shape. It plays an important role in the production process. When manufacturing metal pipes, it is necessary to cut the long pipe into short pipes of a specified length through the cutting process to meet different usage requirements. The cutting process usually uses a shearing die to cut the metal material using the shearing force of the punch. During the operation, it is necessary to control the size and direction of the shearing force to ensure the flatness and verticality of the cut surface.
2. Forming process
The forming process is a key link in metal stamping processing. It is like a magical magician. Through bending, drawing, bulging and other processes, the metal material undergoes plastic deformation without breaking, thereby making workpieces of various shapes and sizes, giving the metal material a new form and function.
The bending process is the process of bending metal sheets, profiles or pipes into the required angle or shape. The principle is to use a die to apply external force to the metal material to cause it to deform plastically. During the bending process, the outer layer of the metal material is elongated by tensile stress, the inner layer is shortened by compressive stress, and the length of the middle layer remains unchanged. In order to ensure the quality of bending, it is necessary to reasonably control parameters such as bending radius, bending angle and bending force. When manufacturing the door frame of the car body, the metal sheet is bent into a specific shape through the bending process to meet the structural requirements of the car body. A bending radius that is too small may cause the outer layer of the metal material to crack, while a bending radius that is too large will affect the dimensional accuracy and appearance quality of the product.
The drawing process is a cold stamping process that uses a die to draw a flat blank or a semi-finished blank into an open hollow part. It is widely used in daily life. For example, the manufacturing of automotive parts, electronic components, enamel washbasins, aluminum pots and other products cannot be separated from the drawing process. During the drawing process, the blank holder first presses the flat blank, and the punch moves downward, forcing the material under the blank holder (flange part) to undergo plastic deformation and flow into the gap between the punch and the die to form the side wall of the cylinder. During the drawing process, the deformation of the material mainly occurs in the flange part. The material at the flange undergoes plastic deformation under the action of radial tensile stress and tangential compressive stress, and the flange continues to shrink and transform into the cylinder wall. In order to prevent defects such as wrinkling and cracking during the drawing process, it is necessary to reasonably control parameters such as the drawing coefficient, blank holder force, and die gap. Increasing the blanking force can effectively prevent wrinkling, but excessive blanking force may cause cracking; a reasonable drawing coefficient can ensure that the material can achieve a large degree of deformation without breaking.
The bulging process is a stamping forming method that expands the diameter of hollow parts or tubular blanks under the action of internal pressure. The principle is to use liquid, gas or mechanical molds as force transmission media to evenly apply pressure to the inner wall of the metal material, so that the material undergoes plastic deformation under the action of circumferential tensile stress, thereby achieving bulging. When manufacturing the intake pipe of an automobile engine, the bulging process can expand the local diameter of the pipe to meet the intake needs of the engine. The bulging process can effectively improve the strength and rigidity of the product, and can also produce some parts with complex shapes that are difficult to process by other methods. During the bulging process, the size of the internal pressure and the loading speed need to be precisely controlled to ensure uniform deformation of the material and avoid problems such as rupture or uneven deformation.
VI. Subsequent polishing: perfect quality
(I) Deburring and cleaning
After the metal stamping parts are stamped, burrs and dirt often appear on their surface. Although these defects are small, they may have an impact on the quality and performance of the product that cannot be ignored. The generation of burrs is mainly due to the plastic deformation of the material during the stamping process and the edge state of the die. When the blanking gap is too large, too small or uneven, the material cannot be broken evenly during the blanking process, and uneven burrs will be formed on the blanking edge; the blunt edge of the working part of the die will also cause the material to not be cut cleanly during the blanking, thus generating burrs. The source of dirt is relatively wide, which may be impurities carried by the raw materials themselves, or residual substances such as lubricants and coolants used in the stamping process, or dust and oil contaminated during processing, transportation and storage.
Deburring is essential to ensure the surface quality and dimensional accuracy of parts. The presence of burrs will not only affect the appearance of stamping parts, making their surfaces rough and uneven, reducing the aesthetics of the product, but may also cause obstacles in the subsequent assembly process, affecting the matching accuracy between parts, making assembly difficult or even impossible. Burrs may also scratch the skin of operators, posing certain safety hazards. In order to remove burrs, factories usually use a variety of methods, each of which has its own unique application scenarios and advantages and disadvantages.
Manual deburring is a more traditional and common method. It mainly uses simple tools such as files, sandpaper, and grinding heads for workers to manually grind and trim stamping parts. The advantage of this method is that it is highly flexible and can handle stamping parts of various shapes and complexities. For some delicate parts and areas that are difficult to handle mechanically, manual deburring can play a unique advantage. When dealing with some stamping parts with complex surfaces and tiny holes, workers can rely on rich experience and meticulous operation to accurately remove burrs and ensure product quality. Manual deburring also has obvious disadvantages. Its efficiency is relatively low, it requires a lot of manpower and time costs, and it requires a high level of technical skills for workers. Different workers' operations may result in different deburring effects.
Die deburring uses a prepared die to remove burrs with a punch press. When deburring a die, you first need to make a special die according to the shape and size of the stamped part, including a rough die and a fine die, and sometimes you may also need to make a shaping die. Place the stamped part in the die, and use the pressure of the punch press to make the die trim and remove the burr part of the stamped part. This method is suitable for products with simple parting surfaces, and can improve the efficiency and effect of deburring to a certain extent. Compared with manual deburring, its deburring accuracy and consistency are better. Die deburring requires a certain amount of die production costs, and the design and manufacturing cycle of the mold is long. For small-batch production or rapid product updates, the cost is relatively high.
Grinding deburring is a method currently used by enterprises. It mainly includes vibration, sandblasting, rollers and other methods. Vibration grinding deburring is to put the stamping parts and the grinding media (such as grinding stones, grinding fluid, etc.) into a vibration grinder. Through the vibration of the vibration grinder, the grinding media and the surface of the stamping parts rub against each other, thereby removing the burrs. This method is suitable for small products with large batches. It can deburr a large number of stamping parts in a short time and has high efficiency. Sandblasting deburring uses compressed air to spray abrasives (such as quartz sand, corundum, etc.) at high speed onto the surface of the stamping parts. The burrs are removed through the impact and cutting action of the abrasives on the burrs. Sandblasting deburring can not only remove burrs, but also make the surface of the stamping parts obtain a certain degree of cleanliness and roughness, increase the surface adhesion, and is often used for products with high requirements for surface quality and adhesion. Drum grinding deburring is to put the stamping parts and the grinding media into the drum. Through the rotation of the drum, the stamping parts and the grinding media collide and rub against each other in the drum to achieve the purpose of removing burrs. There are also some shortcomings in grinding and deburring. Sometimes, the burrs may not be completely removed. For some burrs with complex shapes or hidden parts, they may not be completely removed. It is necessary to manually handle the residual burrs or use other methods to deburr.
Cleaning is also an important part of ensuring product quality. The presence of dirt will affect the surface performance of stamping parts. For example, when coating the surface, oil and impurities will cause the adhesion of the coating to decrease, and it is easy to fall off and blister, which will reduce the protective performance and aesthetics of the product; when welding, dirt may cause welding defects and affect the welding strength and sealing. There are many common cleaning methods. Chemical cleaning uses chemical reagents to react with dirt to dissolve, emulsify or decompose it, so as to achieve the purpose of removing dirt. For example, alkaline cleaning agents are used to remove oil stains, and acidic cleaning agents are used to remove rust. Chemical cleaning has a good cleaning effect, but it is necessary to pay attention to the selection of appropriate chemical reagents to avoid corrosion on the surface of stamping parts. Ultrasonic cleaning uses the cavitation effect of ultrasound to produce tiny bubbles in the liquid. The impact force generated when the bubbles burst can peel off the dirt from the surface of the stamping parts to achieve the cleaning effect. This method is suitable for cleaning some stamping parts with complex shapes and high surface precision requirements. It can penetrate into tiny gaps and holes to remove dirt without damaging the surface of the stamping parts.
(II) Selection and application of surface treatment process
Surface treatment process plays a pivotal role in the production of metal stamping parts. It can not only improve the corrosion resistance and aesthetics of parts, but also give parts special functionality according to different needs, so that they can better meet the requirements of various application scenarios. Common surface treatment processes such as galvanizing, spraying, anodizing, etc. each have unique characteristics and applicable scenarios. Enterprises need to consider various factors according to the specific needs of the product and select the most suitable surface treatment process.
Galvanizing is a widely used surface treatment process. It mainly coats a layer of zinc on the surface of metal stamping parts to prevent rust and improve appearance. Galvanizing process can be divided into hot-dip galvanizing and electro-galvanizing. Hot-dip galvanizing is to immerse the stamping parts in molten zinc liquid, so that the zinc reacts chemically with the surface of the stamping parts to form a tightly bonded zinc-iron alloy layer and a pure zinc layer. The galvanized layer obtained by this process is thicker and has strong corrosion resistance. It is suitable for metal structural parts and automotive parts used outdoors, such as street light poles, car frames, etc. These products are exposed to the natural environment for a long time and face the erosion of rain, moisture, ultraviolet rays, etc. The hot-dip galvanized layer can effectively protect the base metal and extend the service life of the product. Electrogalvanizing is to deposit a layer of zinc on the surface of the stamping parts by electrolysis. The electrogalvanized layer is relatively thin and has a smooth surface. It is suitable for products with high requirements for appearance and relatively low requirements for corrosion resistance, such as electronic product shells, hardware decorations, etc. These products are usually used in indoor environments. The electrogalvanized layer can not only meet their aesthetic needs, but also provide certain anti-rust protection.
The spraying process uses pressure or electrostatic force to attach paint or powder to the surface of the workpiece, so that the workpiece has anti-corrosion and appearance decorative effects. The spraying process has the advantages of low cost and wide application range. It can be used for surface treatment of various materials such as metal, plastic, wood, etc. In automobile manufacturing, the coating of the car body surface is achieved through the spraying process. It can not only protect the car body from corrosion, but also give the car a beautiful appearance through various colors and glossy coatings, meeting the diverse needs of consumers for the appearance of the car. In furniture manufacturing, the spraying process is also often used for the surface treatment of metal furniture, giving it rich colors and good texture. According to the different coatings, the spraying process can be divided into two types: spraying and powdering. Spraying uses liquid coatings, which can form a relatively smooth coating with rich color choices; powdering uses powder coatings, which are attached to the surface of the workpiece by electrostatic adsorption, and then cured at high temperature to form a coating. The powder coating has a high hardness, good wear resistance and corrosion resistance, and is often used in occasions with high requirements for coating performance, such as outdoor furniture, electrical appliance housings, etc.
Anodizing is a surface treatment process for aluminum alloy products. It uses aluminum alloy parts as anodes and uses electrolysis to form a layer of oxide film on its surface. This oxide film can change the state and performance of the aluminum alloy surface and significantly improve its corrosion resistance and hardness. The surface hardness of anodized aluminum alloy can reach HV300 - 500, and its wear resistance is greatly improved compared with untreated aluminum alloy. Anodizing can also make the surface of aluminum alloy present various colors through dyeing and other processes to increase its aesthetics. It is often used in architectural decoration, electronic product housing and other fields. Anodizing the surface of aluminum alloy profiles of building curtain walls can not only ensure the durability of profiles in outdoor environments, but also coordinate with the overall style of the building through the selection of different colors to enhance the aesthetics of the building; anodizing the aluminum alloy shells of electronic products such as mobile phones and tablets can not only protect the shells from wear and corrosion in daily use, but also show the high-end quality and fashion sense of the products through unique colors and gloss.
When choosing a surface treatment process, multiple factors need to be considered comprehensively. The use environment of the product is a key factor. For products used in harsh environments, such as marine engineering equipment, chemical equipment, etc., it is necessary to select a surface treatment process with high corrosion resistance, such as hot-dip galvanizing, nickel plating, chrome plating, etc.; for products used in indoor environments, the appropriate process can be selected based on factors such as aesthetics and cost. The appearance requirements of the product cannot be ignored. If the product has high requirements for the appearance and texture, such as high-end electronic products, decorations, etc., you can choose spraying, anodizing and other processes that can achieve rich colors and good surface texture; if the product has relatively low requirements for appearance and focuses mainly on functionality, you can choose a surface treatment process with low cost and simple process. Cost is also an important consideration. The costs of different surface treatment processes vary greatly. Enterprises need to choose the appropriate process according to their own cost budget while ensuring product quality. Some high-end surface treatment processes, such as precious metal plating and vacuum coating, can provide excellent performance and appearance effects, but the cost is high and is only suitable for occasions with extremely high requirements for product performance and quality; for some ordinary products produced on a large scale, low-cost and cost-effective surface treatment processes are usually selected, such as galvanizing and painting.
(III) Welding, drilling and other processing
In the production process of metal stamping parts, according to the product design requirements, it is often necessary to perform other processing procedures such as welding, drilling, and grinding on the stamping parts. These processes are like different movements in a carefully arranged symphony, each playing a unique role and working together to improve the product function and structure.
Welding is an important processing method for connecting multiple stamping parts or other parts into a whole. It is widely used in the manufacture of metal products. In automobile manufacturing, the car body is assembled from many stamping parts through welding processes. The welding quality directly affects the structural strength and safety of the car body. There are many common welding methods. Arc welding uses the high temperature generated by the arc to partially melt the welding rod and the weldment, so that they fuse together to achieve welding. This welding method is simple to operate and has a wide range of applications. It can be used for welding various metal materials, but it has high technical requirements for operators and is prone to defects such as spatter and pores during welding. Gas shielded welding uses inert gases (such as argon, carbon dioxide, etc.) to form a protective layer in the welding area to prevent oxygen, nitrogen, etc. in the air from having adverse effects on the welding pool, thereby improving the welding quality. Gas shielded welding has the advantages of high welding quality, small deformation, and high production efficiency. It is often used to weld materials such as stainless steel and aluminum alloys. It is widely used in fields such as aerospace and shipbuilding that require extremely high welding quality. Laser welding uses a high-energy laser beam as a heat source to locally melt the weldment to achieve welding. Laser welding has the advantages of high energy density, fast welding speed, narrow weld, and small heat-affected zone. It can achieve high-precision and high-quality welding. It is particularly suitable for welding some precision parts and materials that are sensitive to thermal deformation, such as micro connectors and integrated circuit pins in electronic equipment.
Drilling is a process of processing holes of various shapes and sizes on stamping parts. It is indispensable in the manufacture of many products. In mechanical manufacturing, mounting holes, connection holes, etc. on various parts are usually processed by drilling. When drilling, it is necessary to select appropriate drill bits and drilling parameters according to the material, thickness and hole requirements of the stamping parts. For metal materials with higher hardness, such as alloy steel and stainless steel, carbide drills need to be used, and the drilling speed and feed rate should be appropriately reduced to prevent the drill from wearing too fast or breaking; for materials with lower hardness, such as aluminum alloy and copper alloy, high-speed steel drills can be used, and the drilling speed and feed rate should be appropriately increased to improve processing efficiency. During the drilling process, attention should also be paid to cooling and lubrication to reduce the temperature of the drill, reduce wear and improve the quality of drilling. Common cooling and lubrication methods include the use of cutting fluid and compressed air. Cutting fluid can effectively reduce the temperature of the drill and take away the chips. It can also play a lubricating role and reduce the friction between the drill and the workpiece; compressed air is mainly used to cool the drill and is suitable for some occasions with strict requirements on the residual cutting fluid.
Grinding is a process for trimming and polishing the surface of stamping parts. It can remove defects, scratches, oxide scale, etc. on the surface of stamping parts, make the surface smoother and flatter, and improve the appearance and surface quality of the product. Grinding can be divided into two stages: rough grinding and fine grinding. Rough grinding mainly uses tools such as grinding wheels and sandpaper to remove large defects and excess on the surface of stamping parts to make the surface initially flat; fine grinding uses finer sandpaper, polishing paste and other tools to finely polish the surface to achieve a higher degree of finish. In the manufacture of some high-end products, such as high-end furniture and jewelry, the surface quality of stamping parts is extremely high. The grinding process requires multiple fine operations to ensure that the surface reaches a mirror-like finish, showing the high-end quality and exquisite craftsmanship of the product. During the grinding process, it is necessary to pay attention to controlling the grinding force and direction to avoid excessive wear or scratches on the surface of the stamping parts, which will affect the product quality. At the same time, the dust and debris generated by grinding need to be cleaned up in time to ensure the cleanliness of the working environment and the health of the operators.
VII. Quality Control: Strictly Guard the Checkpoints
(I) Comprehensive Process of Quality Inspection
Quality inspection plays a vital role in the production process of metal stamping parts. It is like a strict guardian. From the purchase and storage of raw materials to the final delivery of products, it is closely monitored throughout the process to ensure that each stamping part meets the design requirements and quality standards, providing a solid guarantee for product quality.
Raw material inspection is the first checkpoint of quality inspection, and its importance is self-evident. The quality of raw materials directly determines the quality of stamping parts. If the raw materials are defective or do not meet the requirements, it is difficult to produce high-quality products even if the subsequent processing technology is exquisite. When inspecting raw materials, it is necessary to strictly test the various performance indicators of the materials according to relevant quality standards and specifications. For metal sheets, it is necessary to check whether their thickness is uniform and whether the tolerance is within the allowable range, because the deviation of thickness may affect the dimensional accuracy and forming effect of stamping parts. The hardness of the material is also one of the key indicators. Different stamping processes and product requirements have different regulations on the hardness of the material. Failure of the hardness to meet the requirements may cause the material to crack or deform unevenly during the stamping process. The analysis of chemical composition is also indispensable. Through professional equipment such as spectrometers, the content of various elements in the material is detected to ensure that it meets the corresponding material standards and avoid affecting the performance of the product due to abnormal chemical composition. For example, when producing key stamping parts of automobile engines, the chemical composition requirements of raw materials are extremely strict. A slight deviation in the content of certain alloy elements may lead to a decrease in the strength, toughness and other properties of the stamping parts, thereby affecting the reliability and service life of the engine.
Inter-process inspection is a quality inspection of semi-finished products in each process during the stamping process. It is like multiple inspection stations set up on the production chain, which can promptly discover and solve problems in the production process, prevent defects from expanding in subsequent processes, reduce scrap rates, and improve production efficiency. After the blanking process, the dimensional accuracy, burr situation and quality of the blanking surface of the blanking parts should be checked. Dimensional accuracy directly affects the processing of subsequent processes and the final assembly of the product. By using precision measuring tools such as calipers and micrometers, the key dimensions of the blanking parts are measured to ensure that they meet the requirements of the design drawings. The presence of burrs not only affects the appearance of the product, but may also cause harm to the operator. At the same time, it may cause mold damage or product quality problems in subsequent processes. Therefore, it is necessary to carefully check the size and distribution of the burrs. If the burrs exceed the allowable range, deburring measures must be taken in time. The quality of the blanking surface includes surface roughness, flatness, etc. These factors will affect the surface quality of the product and the subsequent surface treatment effect. Through visual inspection and tools such as roughness measuring instruments, the blanking surface is evaluated to ensure that its quality meets the requirements. After the bending process, the angle, bending radius and defects such as cracks of the bent parts should be checked. Deviations in bending angles and radius may cause the product to fail to meet design requirements and affect assembly and use performance. Tools such as angle measuring instruments and radius gauges are used to accurately measure the bent parts, adjust process parameters in time, and ensure bending quality. Cracks are common and serious defects in the bending process. They will greatly reduce the strength and reliability of the product. Through visual inspection and non-destructive testing methods such as penetration testing and magnetic particle testing, the bent parts are fully inspected. Once cracks are found, the causes are immediately analyzed and improvement measures are taken, such as adjusting the bending process and improving material properties.
The final inspection of finished products is the last line of defense for quality inspection. It conducts comprehensive and detailed inspection on stamping parts after all processing procedures and surface treatment to ensure that the products fully meet the quality standards and can meet the needs of customers. During the final inspection of finished products, the appearance, dimensional accuracy, performance and other aspects of stamping parts will be strictly inspected. Appearance inspection mainly checks whether there are defects such as scratches, bruises, deformation, stains, etc. on the surface of the product. These defects not only affect the aesthetics of the product, but also may reflect the damage suffered by the product during production, transportation or storage. Through visual inspection and touch inspection, the appearance of the product is comprehensively evaluated to ensure that it meets the appearance quality standards. Dimensional accuracy inspection uses high-precision equipment such as three-coordinate measuring machines to measure the key dimensions of stamping parts to ensure their consistency with the design drawings. Dimensional accuracy is one of the important indicators for measuring product quality and is directly related to the assembly and use performance of the product. Any dimensional deviation may cause the product to be unable to be used normally or affect the performance of the entire product system. Performance testing is carried out according to the specific use and requirements of the product, and corresponding performance tests are carried out on it, such as strength test, hardness test, corrosion resistance test, etc. For stamping parts that bear large loads, such as automotive parts, strength tests are required. Through tensile tests, compression tests and other methods, the mechanical properties of the products under different load conditions are tested to ensure that they can meet the strength requirements in actual use; for some stamping parts that need to be wear-resistant, such as the surface of mechanical parts, hardness tests will be carried out. Rockwell hardness testers, Brinell hardness testers and other equipment are used to measure the hardness of the product surface to ensure that its hardness meets the design requirements; for stamping parts used in humid or corrosive environments, such as marine equipment parts and chemical equipment accessories, corrosion resistance tests will be carried out. Through salt spray tests, wet heat tests and other methods, the corrosion conditions of the products in the actual use environment are simulated, and their corrosion resistance is tested to ensure that the products will not fail due to corrosion within the specified service life.
(II) Application of detection methods and tools
In the quality inspection process of metal stamping parts, a variety of detection methods and advanced and precise detection tools are the key to ensuring the accuracy and reliability of detection. They are like the "fire eyes" of quality control, which can accurately detect various defects and problems of products and provide strong technical support for product quality.
Appearance inspection is the most basic and intuitive method of quality inspection. It mainly relies on the visual and tactile sense of the inspectors to conduct a detailed inspection of the surface condition of the stamping parts. During the appearance inspection process, the inspectors will observe the surface of the stamping parts in an all-round manner at a certain angle and distance under sufficient natural light or standard lighting conditions. They will carefully check whether there are scratches, cracks, dents, bulges, deformations, stains, rust and other defects on the surface. Scratches may be caused by scratches of objects during processing, transportation or storage. Minor scratches may affect the aesthetics of the product, while serious scratches may reduce the strength and service life of the product; cracks are a more serious defect, which may cause the product to break during use and affect the safety and reliability of the product. Inspectors need to pay special attention to the edges, corners, holes and other parts of the stamping parts that are prone to cracks; dents and bulges will affect the surface flatness and dimensional accuracy of the product, and thus affect the assembly and use performance of the product; deformation may make the shape of the product not meet the design requirements, resulting in difficulty in assembly or inability to use normally; stains and rust not only affect the appearance of the product, but also may accelerate the corrosion of the product and reduce its service life. The inspectors will also feel the roughness and smoothness of the stamping surface by touch to further judge the surface quality. For some minor defects, the inspectors may use auxiliary tools such as magnifying glasses to observe to ensure that no problems are missed.
Dimension detection is a key link in ensuring the quality of stamping parts. It uses various precision measuring tools to accurately measure the length, width, height, thickness, aperture, shape and other dimensional parameters of stamping parts to verify whether they meet the requirements of the design drawings. Caliper is a commonly used measuring tool with multiple measuring functions. It can be used to measure external dimensions, internal dimensions, depth and height. The vernier caliper can accurately measure the dimensions through the combination of the main scale and the vernier scale, and its measurement accuracy is generally 0.02mm; the digital caliper uses electronic sensors and LCD screens to directly display the measurement values, which is more convenient and quick to operate, and the measurement accuracy can reach 0.01mm. Micrometers are suitable for dimensions with higher measurement accuracy requirements, such as shaft diameters and apertures, and their measurement accuracy can reach 0.001mm. The outside micrometer rotates the differential cylinder to move the micrometer screw, thereby accurately measuring the outside diameter of the workpiece; the inside micrometer is used to measure the inside diameter size, and its measurement principle is similar to that of the outside micrometer. For some stamping parts with complex shapes or high precision requirements, a three-coordinate measuring machine is also used for inspection. The three-coordinate measuring machine can measure the workpiece in three-dimensional space. By measuring the coordinates of multiple points on the surface of the workpiece, the size, shape and position deviation of the workpiece can be accurately calculated. Its measurement accuracy can reach the micron level, which can meet the inspection needs of stamping parts with complex shapes and high precision requirements.
Hardness testing is an important means to evaluate the performance of stamping material. It determines whether the hardness of the material meets the requirements by measuring the ability of the material surface to resist local plastic deformation. Different stamping parts have different requirements for material hardness during use. For example, some stamping parts that need to withstand large loads require the material to have a higher hardness to ensure its strength and wear resistance; while some stamping parts that need to be processed later, such as plates that need to be bent, stretched, etc., have certain restrictions on hardness to ensure the smooth progress of processing. Rockwell hardness test is one of the commonly used hardness testing methods. It determines the hardness value of the material according to the depth of the indentation by pressing the specified indenter (diamond cone or steel ball) into the surface of the material under test under a certain test force. The Brinell hardness test uses a carbide ball of a certain diameter to press into the surface of the material under test with a specified test force. After keeping it for a specified time, the indentation diameter is measured and the hardness value of the material is calculated according to the size of the indentation diameter. The Vickers hardness test uses a regular quadrangular pyramid diamond indenter to press into the surface of the material under test under a certain test force, and the hardness value is calculated according to the diagonal length of the indentation. These hardness testing methods have their own characteristics and are suitable for testing materials of different types and hardness ranges.
Physical performance testing is a comprehensive test of the mechanical properties and physical properties of stamping parts to ensure that they can meet various performance requirements in actual use. Tensile test is one of the important items in physical performance testing. It applies axial tension to the stamping parts to gradually deform them until they break. By measuring the force and deformation during the stretching process, the mechanical performance indicators such as yield strength, tensile strength, and elongation of the material are calculated. Yield strength is the stress when the material begins to undergo plastic deformation, tensile strength is the maximum stress that the material can withstand before breaking, and elongation reflects the material's ability to undergo plastic deformation. The bending test is mainly used to detect the performance of stampings under bending loads. By bending the stampings to a certain angle, it is observed whether cracks, fractures and other defects occur to evaluate the bending performance and toughness of the material. The impact test is to determine the impact toughness of the material under impact load. It is to impact the notched specimen on the impact testing machine and measure the energy absorbed when the specimen breaks. Impact toughness is an important indicator for measuring the material's ability to resist impact loads. For some stampings used in impact environments, such as automotive parts, aerospace parts, etc., impact toughness is one of the key performance indicators.
Chemical composition testing is an important means to ensure the quality of stamping materials. It uses professional analytical instruments to accurately analyze the various chemical components in the stamping materials to verify whether they meet the corresponding material standards. Spectrometer is one of the commonly used chemical composition detection equipment. It uses the absorption characteristics of substances to light of different wavelengths and measures the absorption intensity of materials to light of specific wavelengths to determine the content of various elements in the material. Direct reading spectrometer can quickly and accurately analyze multiple elements in materials, including major elements and trace elements. It has fast analysis speed and high accuracy. It can obtain test results in a short time and is suitable for rapid detection and quality control in the production process. Inductively coupled plasma mass spectrometer (ICP-MS) has higher detection sensitivity and accuracy, and can detect extremely low content of trace elements in materials. For some stamping parts with extremely high requirements for chemical composition, such as aerospace materials, electronic components, etc., ICP-MS is an ideal detection equipment. In the detection process, firstly, it is necessary to collect an appropriate amount of samples from the stamping parts to ensure that the samples are representative, and then process the samples to meet the requirements of the analytical instrument. Finally, the processed samples are placed in the analytical instrument for detection, and the chemical composition of the materials is judged to be qualified according to the comparison between the test results and the material standards.
(III) Analysis and improvement of quality problems
In the production process of metal stamping parts, quality problems may still occur even with strict quality inspection procedures. Once quality problems are detected, in-depth analysis and effective improvement measures are the key to improving product quality and optimizing production processes.
When it is found that stamping parts have quality problems such as dimensional deviation, surface defects, and poor shape, scientific methods should be used to find the root cause. A comprehensive investigation can be carried out from the aspects of personnel, machines, materials, methods, and environment. In terms of personnel, pay attention to whether the operator operates according to the standard operating procedures, and what their skill level and sense of responsibility are; in terms of machines, check the accuracy, stability, and wear of equipment such as punch presses and molds, such as whether the pressure of the punch press is stable, and whether the mold is worn, deformed, or damaged; in terms of materials, check whether the performance, specifications, and quality of the raw materials meet the standards, such as the hardness and thickness uniformity of the materials; in terms of methods, examine whether the stamping process parameters are reasonable and whether there are loopholes in the process flow; in terms of environmental factors, consider the impact of the temperature, humidity, and cleanliness of the production workshop on the stamping process.
For example, if burrs appear on stamping parts, it may be that the mold edge is worn and blunt, and it is necessary to sharpen or replace the mold in time; it may also be that the blanking gap is unreasonable, and too large or too small will cause burrs. At this time, the gap needs to be readjusted; it may also be caused by uneven material thickness or unstable quality, then it is necessary to replace the raw materials that meet the requirements. If the stamping parts are deformed, the reason may be uneven distribution of blanking force, which can be solved by optimizing the mold structure and improving the stamping process; it may also be insufficient pressing force, in which case it is necessary to increase the pressing force; or it may be caused by the release of internal stress in the material, in which case it can be solved by pretreatment methods such as stress relief annealing.
After finding the root cause of the problem, targeted improvement measures should be formulated and implemented. On the one hand, it is to optimize the production process, adjust the stamping process parameters, such as blanking speed, pressure size, holding time, etc., and find the best parameter combination through experiments and simulations; improve the design of stamping dies, improve the accuracy, strength and life of the dies, and adopt advanced mold manufacturing technology and materials; optimize the process flow, reduce unnecessary processes and operation links, and improve production efficiency and product quality stability. On the other hand, it is to strengthen personnel training, improve the skill level and quality awareness of operators, so that they can strictly operate according to standard operating procedures and reduce quality problems caused by human factors; carry out quality awareness education, let all employees realize the importance of quality, and form a good atmosphere for all employees to participate in quality management.
In addition, a quality problem feedback and traceability mechanism should be established to promptly feedback quality problems to relevant departments and personnel so that measures can be taken to solve them quickly; quality problems should be traced back to identify the links and responsible persons where the problems occurred to prevent similar problems from recurring. Through continuous analysis and improvement of quality problems, continuous optimization of production processes, and improvement of product quality, enterprises can remain invincible in the fierce market competition.
VIII. Packaging and Delivery: Final Chapter of Finished Product
(I) Formulating a Reasonable Packaging Plan
When metal stamping parts have gone through many processes and completed production and quality inspection, they enter the packaging and delivery stage. This stage is the final guarantee for the product to go from the factory to the customer, and the formulation of a reasonable packaging plan is the key. The purpose of packaging is to protect the product in all directions, so that it will not be damaged during transportation and storage, while taking into account cost control and transportation convenience.
When formulating a packaging plan, it is necessary to fully consider the product's own characteristics such as shape, size, and weight. Stamping parts with regular shapes, small sizes, and light weight, such as metal parts of small electronic devices, can be packaged in paper boxes. Filling the box with an appropriate amount of foam particles or bubble pads can effectively buffer the vibration and collision during transportation. For some precision stamping parts, the surface accuracy requirements are extremely high, and even a slight scratch may affect the use. At this time, a special packaging box with flannel padding inside is required to ensure that the product is stably placed in the package and the surface is not damaged. For large and heavy stamping parts, such as large structural parts of automobiles, plywood boxes or steel boxes are more suitable choices. These materials are strong and can withstand greater pressure to ensure product safety.
Transportation requirements are also an important basis for the formulation of packaging solutions. If the product needs to be transported long distances by sea and faces harsh marine environments such as high humidity and salt spray, the packaging materials must have good moisture-proof and rust-proof properties. Anti-rust oil can be applied to the surface of the product, and then sealed with plastic film, and then packed into a wooden box. Waterproof tape can also be wrapped around the outside of the wooden box to further enhance protection. If it is transported short distances by land, you can focus on the convenience and economy of packaging and choose relatively light packaging materials, but you can't ignore the basic protection of the product.
There are also many options for packaging. For some fragile and deformable stamping parts, cushioning packaging can be used. Use foam plastics, sponges, pearl cotton and other cushioning materials to wrap the product to absorb impact energy. For stamping parts with strict dimensional accuracy requirements, fixed packaging can be used. Customized plastic or wooden molds can be used to fix the product to prevent displacement and shaking during transportation. At the same time, combined packaging, vacuum packaging and other methods can be used according to the characteristics of the product to meet the packaging needs of different products.
In short, the formulation of a reasonable packaging plan is a process of comprehensive consideration of many factors. It is necessary to flexibly select appropriate packaging materials and packaging methods according to the actual situation of the product to ensure the safety of the product during transportation and storage.
(II) Product delivery and after-sales follow-up
Product delivery is the last step of the entire production process and a key link in the direct connection between the company and the customer. The smoothness of the process directly affects the customer experience. When the metal stamping parts are packaged, they enter the delivery process. The first is order verification. The relevant departments of the company need to carefully check the order information, including the product model, specifications, quantity, delivery address, customer contact information, etc., to ensure that the delivered product is completely consistent with the customer order to avoid delivery errors due to incorrect information.
Then there is transportation arrangement. Choose the appropriate transportation method according to customer needs and product characteristics. For urgent orders or customers who are close to the distance, road transportation can be selected. It has high flexibility and fast transportation speed, and can quickly deliver products to customers; for large quantities of goods and long distances, railway transportation or sea transportation is more economical. When choosing a transport company, it is necessary to comprehensively evaluate its reputation, transport capacity, service quality and other factors to ensure that the product can be transported safely and on time to the customer's designated location.
During the transportation process, the company also needs to track the goods in real time and keep abreast of the transportation status of the goods. Through the information sharing platform or logistics tracking system established with the transport company, the company can query the location of the goods, the estimated arrival time and other information at any time, and feedback this information to the customer in a timely manner, so that the customer can understand the progress of the order execution and enhance the customer's trust.
The delivery of products to customers does not mean the end of the entire business process. After-sales follow-up services are also crucial. After-sales follow-up is an important means for enterprises to maintain customer relationships and enhance corporate reputation. Enterprises should establish a complete after-sales follow-up mechanism, and take the initiative to contact customers within a certain period of time after the product is delivered to understand the customer's use and satisfaction with the product.
If customers encounter problems or feedback quality problems during use, the company needs to respond quickly, arrange professional after-sales personnel to communicate with customers, understand the problem in detail, and provide solutions in a timely manner. For some simple questions, such as questions about how to use the product, after-sales personnel can provide customers with detailed answers and guidance through telephone, email or online customer service; for more complex quality issues, the company should promptly arrange technical personnel to go to the customer site to handle them, repair, replace or return the problematic products, and ensure that the customer's interests are not harmed.
At the same time, the company should conduct in-depth analysis and summary of the problems reported by customers, and feedback this information to the production department and quality control department in order to improve and optimize the production process and product quality, and avoid similar problems from recurring in subsequent production. Through good after-sales follow-up services, the company can not only solve customer problems in a timely manner and improve customer satisfaction, but also obtain valuable information from customer feedback, promote the sustainable development of the company, enhance the company's competitiveness in the market, and win more customers and market share for the company.
IX. Looking to the future: Technological innovation and development
In the wave of continuous changes in the global manufacturing industry, the metal stamping parts processing industry is standing at a new historical starting point and facing unprecedented opportunities and challenges. With the rapid development of science and technology, automation and intelligent technologies are changing with each passing day, new materials and new processes are constantly emerging, and the concept of sustainable development is becoming more and more popular. These have pointed out the direction for the future development of the metal stamping parts processing industry. The discussion on the future development trend of the industry will not only help enterprises to plan ahead and seize market opportunities, but also provide strong support for the healthy and sustainable development of the entire industry.
(I) Trends in automation and intelligence
Intelligent manufacturing and automation technology are being integrated into the field of metal stamping parts processing at an unprecedented speed, bringing revolutionary changes to the development of the industry. The automated production line plays a key role in the processing of metal stamping parts. It can realize the full process automation operation from raw material loading, stamping processing to finished product unloading. Through the automated production line, each link in the production process is closely connected, which greatly reduces manual intervention and effectively avoids operational errors and quality problems caused by human factors, thereby significantly improving production efficiency and product quality stability.
Take the automobile manufacturing field as an example. On the stamping production line of automobile bodies, automated equipment can quickly and accurately complete the processing of stamping parts of various complex shapes. These automated equipment are equipped with advanced sensors and control systems, which can monitor various parameters in the stamping process in real time, such as pressure, speed, position, etc., and automatically adjust according to the preset program to ensure that the dimensional accuracy and surface quality of the stamping parts meet strict standards. Compared with the traditional manual stamping production method, the production efficiency of the automated production line can be increased by several times or even dozens of times, and the scrap rate of the product is greatly reduced, which brings huge economic benefits to automobile manufacturing companies.
Robot operation has also been widely used in the processing of metal stamping parts. Industrial robots have high flexibility and precision, and can complete various difficult stamping tasks in complex working environments. They can flexibly adjust the movement trajectory and strength according to different stamping process requirements to achieve precise processing of stamping parts of different shapes and sizes. In the stamping processing of metal parts of some precision electronic equipment, robots can produce stamping parts with dimensional accuracy of micrometer level with their high-precision operation, meeting the strict requirements of the electronics industry for high precision of parts.
In addition, robots can be seamlessly integrated with automated production lines to achieve high automation and intelligence in the entire production process. On a typical stamping automated production line, robots can be responsible for the handling of raw materials, loading and unloading of stamping parts, and sorting of finished products, and work in collaboration with stamping equipment and other automated devices to form an efficient and intelligent production system. This production model that combines automation and intelligence not only improves production efficiency and product quality, but also reduces the company's labor costs and operational risks, and enhances the company's competitiveness in the market.
(II) Exploration of new materials and new processes
The research and development and application of new metal materials have brought new development opportunities to the metal stamping parts processing industry. High-strength lightweight materials, such as high-strength steel, aluminum alloy, magnesium alloy, etc., have received extensive attention and application in the fields of automobiles, aerospace, etc. due to their high strength and low density. In automobile manufacturing, the use of high-strength steel and aluminum alloy to manufacture body structural parts and covering parts can effectively reduce the weight of the body, reduce fuel consumption, and at the same time improve the strength and safety of the body.
Take aluminum alloy as an example. Its density is about one-third of that of steel, but its strength can meet the use requirements of automotive parts. Through stamping, aluminum alloys can be made into various complex shapes of automotive parts, such as engine blocks, doors, wheels, etc. These aluminum alloy stamping parts are not only light in weight, but also have good corrosion resistance and heat dissipation performance, which helps to improve the overall performance and service life of the car. However, since the stamping performance of aluminum alloys is different from that of traditional steel, new stamping processes and dies need to be developed according to their characteristics during the stamping process to ensure the quality and precision of stamping parts.
As an advanced stamping process, the multi-station progressive die stamping process has significant advantages in the processing of metal stamping parts. It can complete multiple stamping processes on a die, and through continuous stamping actions, the raw materials are gradually processed into the required stamping parts. The biggest feature of this process is high production efficiency, which can realize high-speed automated production and is suitable for mass production of small precision stamping parts. In the production of electronic components, the multi-station progressive die stamping process can stamp metal strips into multiple electronic component shells or pins at one time, with extremely high production efficiency, which can meet the electronic industry's demand for large quantities and high precision of parts.
In addition, the multi-station progressive die stamping process can also reduce the number of dies and the number of replacements, reducing production costs and production cycles. Since all stamping processes are completed on the same die, the errors caused by multiple clamping and positioning in the traditional stamping process are avoided, thereby improving the accuracy and consistency of stamping parts. At the same time, by optimizing the die structure and stamping process parameters, the quality and production efficiency of stamping parts can be further improved, injecting new vitality into the development of the metal stamping parts processing industry.
(III) Consideration of sustainable development
Under the background of global advocacy of sustainable development, the metal stamping parts processing industry has also responded positively and adopted a series of measures to save energy and reduce emissions and recycle resources to achieve sustainable development goals. In terms of energy conservation and emission reduction, enterprises reduce energy consumption in the stamping process by optimizing stamping process parameters, such as reasonably adjusting stamping speed, pressure and stroke. Energy-saving stamping equipment, such as servo presses, are used. Compared with traditional mechanical presses, servo presses can accurately control the speed and torque of the motor according to the actual needs of the stamping process, avoiding energy waste and achieving significant energy-saving effects.
In terms of resource recycling, a large amount of waste materials, such as scraps and scrapped stamping parts, are generated during the processing of metal stamping parts. Enterprises collect, recycle and reuse these waste materials by establishing a complete waste recycling system. The scraps are smelted and processed, and remade into metal sheets or other metal products, which realizes the recycling of resources, reduces the demand for new raw materials, reduces production costs, and also reduces the pollution of waste to the environment.
Some advanced companies are also exploring more environmentally friendly stamping processes and materials, such as using water-based lubricants to replace traditional oil-based lubricants, reducing the pollution of lubricant volatilization to the environment; developing degradable stamping die materials to reduce the impact of die scrapping on the environment. Through these efforts, the metal stamping parts processing industry has made positive contributions to environmental protection while achieving economic development, and is constantly moving towards the goal of sustainable development.











