简体中文
简体中文
 English
English
 عربى
عربى
NEWS
Home / News / Industry News / Aluminum Stamping Perfection – Precision Forming of Aluminum Stamping Parts
I. Introduction: The shining debut of aluminum stamping
In the grand landscape of modern manufacturing, aluminum stamping technology is like a shining star, exuding a unique and charming light, and occupying a pivotal position. From the booming automobile industry to the continuous breakthroughs in the aerospace field, from the sophisticated manufacturing of electronic equipment to the widespread production of daily consumer goods, aluminum stamping parts have become an indispensable key component of many products with their excellent performance, and are deeply integrated into every vein of modern industry.
Aluminum, as a lightweight, high-strength and corrosion-resistant metal material, its physical and chemical properties make it show unparalleled advantages in many fields. Under the current global trend of advocating energy conservation and emission reduction and pursuing lightweight products, aluminum stamping technology has ushered in unprecedented development opportunities. Taking the automotive industry as an example, with the increasingly stringent environmental regulations and the continuous improvement of fuel economy requirements, automobile manufacturers have turned their attention to aluminum alloy materials. The use of aluminum stamping parts to manufacture automobile body structures and parts can not only significantly reduce the weight of the car body, thereby reducing fuel consumption and exhaust emissions, but also improve the handling and acceleration performance of the car without affecting the safety performance of the car. According to relevant statistics, for every 10% reduction in the weight of the entire vehicle, fuel consumption can be reduced by 6%-8%, and exhaust emissions can be reduced by 4%-6%. This data intuitively shows the huge role played by aluminum stamping parts in the automotive industry in achieving energy conservation and emission reduction goals.
In the field of aerospace, the importance of aluminum stamping parts is self-evident. Since aerospace vehicles have extremely stringent requirements on the weight and strength of materials, aluminum alloy materials have become an ideal choice for manufacturing key components such as aircraft fuselages, wings, and engine parts due to their low density and high strength. Through advanced aluminum stamping technology, aluminum alloy materials can be accurately processed into various complex shapes of parts to meet the high performance requirements of aerospace vehicles in extreme environments. A rocket consumes a lot of fuel from launch to entering the predetermined orbit, and reducing the weight of the rocket itself can effectively reduce fuel consumption and improve the rocket's carrying capacity. It is estimated that for every 1 kg reduction in the weight of a rocket structure, the carrying capacity can be increased by about 5 kg. In this field where weight is calculated in grams, the application of aluminum stampings undoubtedly provides strong technical support for the development of aerospace.
The pursuit of perfect precision of aluminum stampings has far-reaching significance in many dimensions for modern manufacturing. It is an unremitting pursuit of excellent quality and the key to stand out in the fierce market competition. From a microscopic perspective, high-precision aluminum stampings can ensure that the performance of products is more stable and reliable. In the manufacture of electronic equipment, such as mobile phones and computers, aluminum stampings are widely used to manufacture components such as housings and radiators. The precision of these components directly affects the heat dissipation performance, signal transmission quality and overall reliability of electronic equipment. If the precision of aluminum stampings is insufficient, it may cause deviations in the fit between the housing and internal components, affecting the assembly and normal use of the equipment; if the precision of the radiator is not up to standard, it will reduce the heat dissipation efficiency, causing the temperature of the electronic equipment to be too high during operation, thereby affecting its performance and life.
From a macroscopic perspective, high-precision aluminum stampings help improve the efficiency of the entire production system and reduce costs. In large-scale production, high-precision aluminum stamping parts can reduce scrap and rework rates, improve production efficiency, and reduce production costs. Taking automobile production as an example, high-precision body stamping parts can make body assembly more accurate and faster, reduce the workload of welding and adjustment, and improve the production efficiency and quality of the whole vehicle. In addition, high-precision aluminum stamping parts can also reduce mold wear and replacement frequency, extend the service life of the mold, and further reduce production costs. In a highly competitive market environment, companies can only improve product quality and market competitiveness and win customer trust and market share by improving product precision.
With the continuous development of modern manufacturing, the precision requirements for aluminum stamping parts are also increasing. From initially meeting basic shape and size requirements to pursuing submillimeter or even micron-level precision today, aluminum stamping technology is facing unprecedented challenges and opportunities. In order to achieve the perfect precision of aluminum stamping parts, in-depth research and innovation are needed in multiple links such as material selection, mold design and manufacturing, stamping process parameter optimization, production process control, and quality inspection.
In the following chapters, we will explore in depth all aspects of aluminum stamping technology, from process principles to process flow, from mold design and manufacturing to quality control, and comprehensively analyze the secrets of aluminum stamping parts to achieve perfect precision, presenting readers with a wonderful world of aluminum stamping.
II. The cornerstone of aluminum stamping: the mystery of aluminum alloy materials
(I) Analysis of aluminum alloy family members and characteristics
As the basic material of aluminum stamping technology, aluminum alloy has many family members. Different series of aluminum alloys have their own characteristics in composition, mechanical properties and processing properties. Like a well-equipped army, each branch of the army has its own unique skills and missions, and plays a key role in different fields.
The 2000 series aluminum alloy, with its high copper content, is like a power player, giving the material excellent strength. Among them, the 2024 alloy is the star product of the series, shining in the aerospace field. Since aircraft need to withstand huge air pressure and mechanical stress when flying at high altitudes, the strength and hardness of materials are extremely high. The high strength characteristics of 2024 alloy make it an ideal choice for manufacturing key components such as aircraft wings and fuselage structures, which can ensure that the aircraft remains stable and safe in complex flight environments. In addition, in the field of automobile manufacturing, some high-performance automobile engine cylinders, wheels and other parts will also use 2000 series aluminum alloys to improve the power performance and handling stability of the car.
5000 series aluminum alloy is the representative of aluminum-magnesium alloy. The main alloying element is magnesium, and the magnesium content is usually between 3-5%. It is like an all-round player with medium strength, good plasticity, corrosion resistance and weldability. In the field of aerospace, the fuselage parts of Boeing 747 and Airbus A320 use 5000 series aluminum alloys. Its lightweight and medium strength characteristics not only meet the aircraft's demand for reducing weight to improve fuel efficiency, but also ensure the strength and stability of the fuselage structure. In the automotive field, the hoods and doors of car brands such as BMW and Audi are mostly made of 5052 aluminum alloy. The good plasticity of this material makes it easier to form automotive parts. At the same time, its excellent corrosion resistance can also extend the service life of parts and improve the overall quality of the car. In the field of construction, 5000 series aluminum alloys are often used for panels, window frames and doors of building exterior walls and roofs. Its corrosion resistance and plasticity can adapt to various building environments and design requirements, adding beauty and practicality to the building.
6000 series aluminum alloy mainly contains two elements, magnesium and silicon. It cleverly combines the advantages of 4000 series and 5000 series and is a cold-treated aluminum forging product. Taking 6061 alloy as a typical representative, it performs well in strength and corrosion resistance, and has good processability and usability. It is easy to coat, just like a skilled craftsman who can easily cope with various complex processing techniques. In the aerospace field, the fuselage of Boeing 777 and Airbus A350 uses 6000 series aluminum alloy to meet the strict requirements of aircraft for high strength and corrosion resistance. In automobile manufacturing, the body and chassis of Porsche 911 are made of 6061 aluminum alloy, using its high strength and plasticity to improve the performance and safety of the car. In the field of sports equipment, 6061 aluminum alloy is even more prominent. Mountaineering equipment, rock climbing equipment, skis, ice skates, golf clubs and other sports equipment with high strength and toughness requirements can all be made of 6061 aluminum alloy, providing athletes with better quality and safer equipment.
(II) The art of material selection
In the manufacturing process of aluminum stamping parts, choosing the right aluminum alloy material is like choosing the most suitable actor for a wonderful performance. It is a vital art. This requires comprehensive consideration of the use scenarios and performance requirements of stamping parts to ensure that the selected materials can give full play to their advantages and provide solid guarantees for the high precision and high performance of stamping parts.
From the perspective of usage scenarios, in the aerospace field, since aircraft need to operate under extreme environmental conditions, there are extremely stringent requirements on the weight, strength, corrosion resistance and high temperature resistance of materials. Therefore, high-strength aluminum alloys such as 2000 series and 7000 series, such as 2024, 7075 and other alloys, are usually selected. These alloys can reduce weight as much as possible while ensuring the strength of the material, meeting the pursuit of lightweight in aerospace. In the automotive industry, considering the driving safety, fuel economy, appearance and comfort of the car and other factors, different series of aluminum alloy materials will be selected according to different parts. Body structural parts usually require higher strength and better formability, and 6000 series aluminum alloys can be selected; while some interior and exterior parts pay more attention to the surface quality and corrosion resistance of the material, and 5000 series aluminum alloys may be more suitable. In the field of electronic equipment, due to the small size and high integration of the product, the conductivity, heat dissipation and processing accuracy of the material are required to be high, and 1000 series pure aluminum or some aluminum alloys with special properties may be selected.
From the perspective of performance requirements, when stamping parts need to withstand large external forces and mechanical stresses, aluminum alloy series with higher strength, such as 2000 series and 7000 series, should be preferred. For example, high-strength aluminum alloy materials are needed to manufacture key parts such as connecting rods and crankshafts of automobile engines to ensure that the parts will not deform or break when the engine is running at high speed and under high load. For some stamping parts with high corrosion resistance requirements, such as parts in marine equipment and outdoor building decorations, 5000 series and 6000 series aluminum alloys are the first choice due to their good corrosion resistance. In some occasions that require good conductivity, such as connectors and wires of electronic appliances, 1000 series pure aluminum is widely used due to its high conductivity. In addition, the processing performance of the material is also an important factor to be considered when selecting. If the shape of the stamping part is complex and requires multiple stamping, stretching and other processing processes, the plasticity and ductility of the material are particularly important. 5000 series and 6000 series aluminum alloys excel in this regard, and can adapt to complex processing techniques to ensure the accuracy and quality of stamping parts.
The decisive influence of material quality on the accuracy and performance of stamping parts cannot be underestimated. High-quality aluminum alloy materials have uniform chemical composition and organizational structure, which can ensure uniform deformation of materials during stamping, thereby improving the dimensional accuracy and surface quality of stamping parts. On the contrary, if the material quality is poor, there are defects such as impurities and segregation, which may cause problems such as cracks and uneven deformation of stamping parts during processing, seriously affecting the accuracy and performance of stamping parts. The stability of the mechanical properties of the material is also crucial. Stable mechanical properties can ensure that stamping parts can maintain good performance under different use environments, improve product reliability and service life. Therefore, when selecting aluminum alloy materials, it is necessary to strictly control the quality of the materials, select reputable suppliers, and conduct strict inspection and testing of the materials to ensure that they meet the production requirements of stamping parts.
III. Mold: The Soul Craftsman of Aluminum Stamping
(I) The Ingenious Concept of Mold Design
Mold design is a key link in the aluminum stamping process. It is like a carefully planned artistic creation. Its ingenious concept directly determines the precision and quality of aluminum stamping parts. In this process, designers need to use their rich experience and professional knowledge to design a mold with a reasonable structure based on the shape, size and precision requirements of the stamping parts. Every detail is related to the success or failure of the final product.
When facing stamping parts with complex shapes, determining the parting surface of the mold becomes the primary problem. The selection of the parting surface must follow multiple principles to ensure that the product can be demolded smoothly. According to the product demolding requirements, the parting surface should be selected at the part with the largest cross-sectional size of the product. This is the basic principle to ensure that the product can be smoothly removed from the mold. For some large products with a large projection area, considering that the lateral clamping force of the mold is relatively small, the direction with a large projection area should be placed in the direction of the front and rear mold opening and closing, and the side projection area with a smaller side projection area should be used as the lateral parting. This can effectively reduce the lateral pressure of the mold during the stamping process and ensure the stability of the mold.
When designing a connector injection mold, if the product shape is more complex and has more undercuts or raised structures, in order to facilitate demolding, the parting surface can be set at a position where these structures can form a slider or inclined ejector mechanism on the movable mold side. For products with high-precision appearance requirements, such as mobile phone shells, the parting surface should not be set on the smooth outer surface of the product to avoid leaving parting line marks on the product surface and affecting the appearance quality. At this time, the parting surface can be designed in an inconspicuous position such as the side or bottom of the product.
The design of the demolding method is also crucial, which directly affects the quality and production efficiency of stamping parts. Common demolding methods include forced demolding, manual demolding and motorized demolding. Forced demolding is suitable for injection molds with simple structures, has the characteristics of high efficiency, and is often used in low-precision occasions. For soft plastic products such as polyethylene and polypropylene, the injection mold push plate can be used to extrude the product into the core, but due to the large demolding force, the push surface area should be designed to be larger to prevent the product from being deformed or damaged during the demolding process. Manual demoulding is suitable for injection molds with simple structures. It has high precision, but low efficiency and high labor intensity. It is often used for small batch production. After opening the injection mold, the core or ring will be ejected from the injection mold together with the product, and then the thread is manually removed with a tool outside the injection molding machine to complete the demoulding step. Mechanical demoulding is suitable for injection molds with complex structures. It has the characteristics of high efficiency and high precision and is widely used. Among them, the half mold is used for external threads, the flap core mold is used for internal threads, and the gear rack mechanism is often used to remove the threads. When choosing a demoulding method, it is necessary to comprehensively consider the structural characteristics, precision requirements, production batch and other factors of the product to determine the most suitable demoulding solution.
Insert layout is also an important link that cannot be ignored in mold design. The reasonable use of inserts can save materials, facilitate processing, ensure precision, and facilitate exhaust. When there is a relatively regular high rise in the rear mold, this piece can be inlaid so that when setting the material, it can be set at a lower point, thereby saving materials. Among the processing equipment, EDM has the slowest speed and the worst precision, so sometimes in order to avoid EDM processing as much as possible, inserts are chosen. For some deep bone positions, EDM processing has poor drainage and poor exhaust during molding. At this time, inserts are often needed to solve the exhaust problem. The grinder is the equipment with the highest processing precision. Sometimes, in order to ensure precision, inserts are designed to facilitate grinder processing. In addition, when customers have interchangeable requirements, such as changing the label position, interchangeable inserts can also be made. When designing inserts, factors such as the material selection of the insert and the design of the hanger need to be considered. For inserts that are not rubbed through, the material can be the same as the mold core material; for inserts that are rubbed through, the material can be the same as the mold core material, but the hardness is increased by 2 degrees, or materials of different hardness are selected. The size of the hanger can generally be designed to be 5X2.0MM or 4X3MM. It should be placed in a straight position on the insert and be 0.5 - 2.0 shorter than the flat edge. This is to facilitate wire cutting R angle. When the insert is a special shape and is not suitable for hanging, you can make a 1-2 degree slope around it and insert it directly to form a slope insert.
(II) Careful selection of mold materials
The selection of mold materials is like choosing a suitable weapon for a soldier. It is a key factor in determining the performance and life of the mold. In the aluminum stamping process, the mold needs to withstand huge pressure, friction and impact. Therefore, the mold material should have high hardness, high wear resistance, high strength and other properties to ensure that it can maintain a stable shape and dimensional accuracy during long-term work.
High hardness is one of the important properties of mold materials. It can effectively resist the wear of the blank on the mold surface during the stamping process and ensure the service life of the mold. Generally speaking, the hardness of cold working molds is required to be around 60HRC, and the hardness of hot working molds is 42-50HRC. Hardness is closely related to wear resistance. Generally speaking, the higher the hardness of the mold material, the better its wear resistance. In automobile stamping dies, due to the need to frequently stamp various shapes of metal sheets, there will be severe friction between the die surface and the blank. Therefore, high-hardness die materials, such as Cr12MoV, are required to reduce die wear and improve production efficiency.
High wear resistance is also an indispensable property of die materials. When the blank is plastically deformed in the die cavity, it flows and slides along the cavity surface, causing severe friction between the cavity surface and the blank, which can easily cause the die to fail due to wear. Therefore, the die material must have good wear resistance to ensure that the die can maintain its dimensional accuracy and surface roughness during long-term use. The wear resistance of the die is not only related to hardness, but also to factors such as the material's organizational structure and chemical composition. Adding an appropriate amount of alloying elements, such as chromium (Cr), molybdenum (Mo), vanadium (V), etc., can improve the wear resistance of the die material. These alloying elements can form hard carbides, which are distributed in the matrix of the die material, play a strengthening role, and thus improve the wear resistance of the die.
High strength is the key performance of the die material to withstand stamping loads. During the aluminum stamping process, the mold will be subjected to huge impact and pressure. If the strength of the mold material is insufficient, it may cause mold deformation, cracking and other problems, affecting the quality and production efficiency of the stamped parts. Therefore, the mold material should have sufficient strength to withstand various loads during the stamping process. Different types of molds have different strength requirements. Cold working molds mainly bear loads such as tension, compression, and bending, requiring the material to have high yield strength and tensile strength; hot working molds work at high temperatures. In addition to bearing mechanical loads, they also need to withstand thermal stress, so the material is required to have good high temperature strength and thermal fatigue performance.
There are many types of commonly used mold steel materials, each of which has its own unique characteristics and applicable scenarios. Cr12MoV is a commonly used cold working die steel with the characteristics of high hardness, high wear resistance and good hardenability. It is suitable for manufacturing cold stamping dies, punches, blanking dies, etc. that require high wear resistance and complex shapes. When manufacturing stamping dies for electronic equipment housings, due to the complex shape of the product, the wear resistance of the die is required to be high. Cr12MoV steel can meet these requirements well, and can ensure that the die maintains stable performance during a long production process and produce high-precision stamping parts.
H13 is a hot work die steel with excellent heat resistance, thermal fatigue resistance and good toughness. It is often used to manufacture molds in high-temperature working environments, such as die-casting molds, hot forging molds, etc. In the die-casting molds of automobile engine cylinders, H13 steel can maintain good performance under high temperature and high pressure working conditions, resist thermal fatigue and thermal wear, and ensure the service life of the mold and the quality of die-cast products.
When selecting mold materials, it is necessary to comprehensively consider factors such as the use scenario of the mold, the material and shape of the stamping parts, and the production batch to select the most suitable mold material. For stamping parts produced in small batches, you can choose a mold material with lower cost; for stamping parts produced in large batches, you need to choose a mold material with excellent performance and long life to reduce production costs. The processing performance of the mold should also be considered. Choosing a mold material that is easy to process can improve the manufacturing efficiency and quality of the mold.
(III) The Ultimate Technology of Mold Manufacturing
Mold manufacturing is a process that combines advanced technology and exquisite craftsmanship. Each process carries the ultimate pursuit of precision and quality. In this process, advanced processing technologies such as slow-wire wire cutting and electrospark machining (EDM) play a key role. They are like magical magic, carving mold materials into pieces of precise works of art, providing a solid guarantee for the high-precision production of aluminum stamping parts.
The slow-wire wire cutting process occupies an important position in the field of mold manufacturing with its excellent precision and surface quality. Compared with fast-wire wire cutting, the surface roughness of the workpiece processed by the slow-wire wire cutting machine can usually reach Ra = 0.16μm, and the roundness error, linear error and dimensional error are smaller, which makes it widely used in the processing of high-precision parts. Slow-wire wire cutting adopts the method of continuous wire feeding of wire electrodes, that is, the wire electrode completes the processing during the movement. Even if the wire electrode is damaged, it can be continuously replenished, thereby effectively improving the processing accuracy of parts. When processing the concave die of precision stamping dies, slow-wire cutting can accurately cut out complex shapes and tiny apertures, ensure the dimensional accuracy and surface quality of the concave die, and enable the stamping parts to obtain accurate shapes and sizes during the forming process.
In order to further improve the surface quality of the workpiece, slow-wire cutting also adopts a series of advanced technologies and methods. Implement a small amount of multiple processing. Except for the first processing, the processing volume generally decreases from tens of microns to several microns. Especially for the last processing, the processing volume should be small, which can effectively reduce the deformation of the material during wire cutting and improve the surface quality of the workpiece. It is also very important to arrange the cutting route reasonably. The guiding ideology is to avoid destroying the original internal stress balance of the workpiece material as much as possible, and prevent the workpiece material from being significantly deformed during the cutting process due to the effect of the fixture and the unreasonable arrangement of the cutting route, resulting in a decrease in the cutting surface quality. Correctly selecting cutting parameters is also the key to ensuring processing quality. For different rough and fine processing, it is necessary to adjust the parameters such as wire speed, wire tension and jet pressure appropriately according to the material of the workpiece, the required processing accuracy and other factors. The cutting conditions introduced in the book cannot be completely copied, but should be based on these conditions and optimized accordingly according to actual needs.
Electrical discharge machining (EDM) shows unique advantages in mold manufacturing, especially when machining complex, precise, thin-walled, narrow-slit, and high-hardness material mold cavities. Its role is irreplaceable. The working principle of EDM is to use the electric spark discharge generated between the electrode and the workpiece to melt and vaporize the metal, thereby realizing the processing of the workpiece. During the processing process, the discharge between the electrode and the workpiece will cause a thermal erosion layer to form on the metal surface, including a recast layer (or white layer) and a heat-affected zone. The white layer is formed when the surface is heated to a molten state, but the temperature is not high enough for the molten material to enter the die gap and be washed away. Its structure is obviously different from the base material and contains a lot of carbon. This is formed by the degradation of hydrocarbons contained in the electrode and insulating fluid during the EDM process, and penetrates into the white layer when the material is in a molten state. Below the white layer is the heat-affected zone. Due to the heat treatment, the carbon-rich white layer has little effect on it, but because it has not reached the melting temperature, it is not enough to change the material structure, so the metallographic structure in the parent material is retained. The raw material layer below the heat-affected zone is not affected by the EDM process.
Although EDM can process complex mold cavities, it also brings some problems, such as a large number of microcracks generated in the mold, which has always been a matter of great concern to mold manufacturers. If the microcracks generated in the white layer are not removed by EDM finishing or polishing, they will cause premature failure of the parts in some applications, and will also reduce the corrosion resistance and fatigue resistance of the material. Therefore, when using EDM to process molds, a series of measures need to be taken to control and reduce the generation of microcracks, such as optimizing discharge parameters, using suitable electrode materials and insulating liquids, etc. The processed molds also need to be subsequently processed, such as polishing, to remove the white layer and microcracks and improve the surface quality and performance of the molds.
When manufacturing the core of the mobile phone shell injection mold, due to the complex shape of the core, containing many thin walls and narrow slit structures, it is difficult to achieve high-precision processing using traditional mechanical processing methods. EDM can accurately process the complex shape of the core by carefully designing the shape of the electrode to meet the design requirements of the mold. However, after processing, the core needs to be carefully polished to remove the white layer and microcracks on the surface, to ensure the surface quality and dimensional accuracy of the core, and thus to ensure the quality of the mobile phone shell injection molded parts.
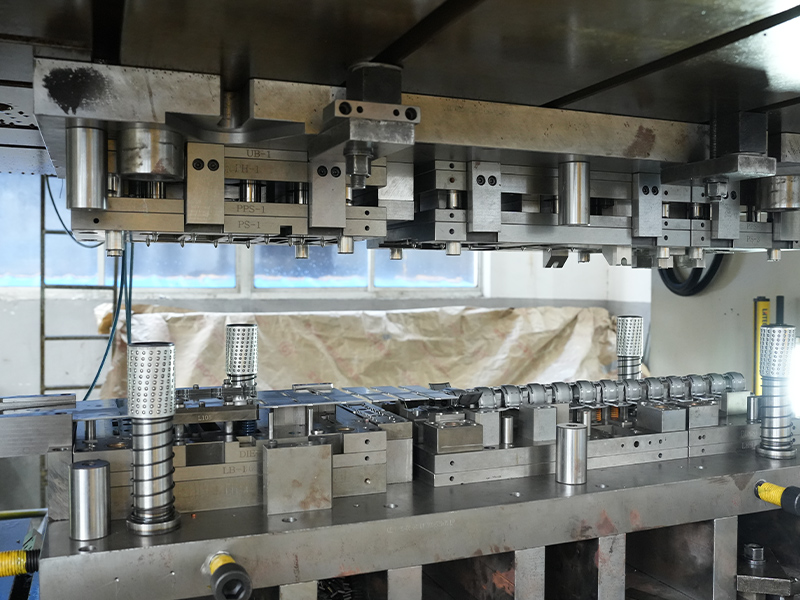
IV. Stamping equipment: the fusion of power and beauty
(I) Analysis of the types of stamping equipment
As an important executor of aluminum stamping technology, stamping equipment has a variety of types, just like a well-equipped army. Each type has its own unique working principle, advantages and disadvantages, and applicable scenarios, and plays an indispensable role in the stage of aluminum stamping.
The mechanical stamping machine is the traditional main force in stamping equipment. It uses an electric motor to drive the flywheel to rotate, and then transmits power to the slider through mechanical transmission devices such as clutches and transmission gears to perform up and down reciprocating motion to achieve stamping processing of the workpiece. Its working principle is similar to that of a skilled blacksmith, who uses the power of machinery to accurately create each stamping part. The mechanical stamping machine has a simple and compact structure, relatively low manufacturing cost, and convenient maintenance. It is like a simple and reliable partner and is easily accepted by enterprises. It has good versatility, and is easy to operate and maintain. In some stamping processes that do not require high precision, such as simple hardware product production, the mechanical stamping machine can efficiently complete the task, showing its economical and practical side. Because its stamping speed and precision are limited by the mechanical transmission system, it often seems powerless when facing the processing of high-precision and complex-shaped aluminum stamping parts.
The hydraulic stamping machine occupies an important position in the stamping field with its powerful force and precise control ability. It pressurizes the hydraulic oil through the hydraulic pump and drives the slider to move up and down through the hydraulic cylinder to realize the stamping processing of the workpiece. This process is like a strongman who can easily cope with various high-intensity stamping tasks. The hydraulic stamping machine has a large stamping tonnage and a wide range of slider stroke adjustment. It is suitable for stamping large and complex workpieces, such as automobile body covers, aerospace parts, etc. In automobile manufacturing, the hydraulic stamping machine can stamp aluminum alloy sheets into complex-shaped body parts to meet the requirements of automobiles for structural strength and appearance. The stamping force of the hydraulic stamping machine can be precisely controlled, and high-precision stamping processing can be achieved, which provides a strong guarantee for the high-quality production of aluminum stamping parts. It also has some shortcomings. The manufacturing cost is high, and the maintenance of the hydraulic system is relatively complicated. Professional technicians are required for maintenance and care, which increases the operating cost of the enterprise to a certain extent.
The CNC punching machine is a rising star in the punching equipment. It uses computer digital control technology to accurately control the movement of the slider, feeding, positioning and other actions of the punching machine to achieve high-precision and high-efficiency punching processing of the workpiece. The CNC punching machine integrates multiple fields of technology such as machinery, hydraulics, electrical, and computers. It is like a soldier with high-tech equipment, with the advantages of high precision, high efficiency, and high degree of automation. In the manufacture of electronic equipment, for aluminum stamping parts with extremely high dimensional accuracy and surface quality requirements, the CNC punching machine can produce precision parts that meet the requirements through precise programming and control. It can quickly and accurately complete various complex stamping processes according to the preset program, greatly improving production efficiency and product quality. The CNC punching machine has a high degree of intelligence, can realize automated production, reduce manual intervention, and reduce labor intensity and human errors. However, its price is relatively high, and the technical level of the operator is also high, requiring the operator to have certain programming and computer operation capabilities.
(II) Precise control of equipment parameters
The parameter control of stamping equipment is like accurately adjusting the stage lighting and sound effects for a wonderful performance, which is a key link to ensure the quality of aluminum stamping parts. Key parameters such as stamping speed, pressure, and stroke directly affect the quality and production efficiency of stamping parts, and need to be accurately optimized according to the characteristics of aluminum alloy materials and stamping process requirements.
The impact of stamping speed on the quality of stamping parts is significant, just like the impact of car driving speed on driving experience. If the speed is too fast, the aluminum alloy material may not have time to fully deform during the stamping process, resulting in uneven material flow, prone to cracks, wrinkles and other defects, which seriously affect the quality of stamping parts. When stretching aluminum alloy sheets, if the stamping speed is too fast, the edge of the sheet may crack due to uneven force. If the stamping speed is too slow, it will reduce production efficiency and increase production costs. Therefore, it is necessary to reasonably select the stamping speed according to factors such as the thickness, strength and complexity of the stamping process of the aluminum alloy material. For aluminum alloy materials with thin thickness and low strength, as well as stamping parts with simple shapes, the stamping speed can be appropriately increased; while for aluminum alloy materials with thick thickness and high strength, as well as stamping parts with complex shapes, the stamping speed needs to be reduced to ensure that the material can be fully deformed and reduce the occurrence of defects.
Pressure is the core factor affecting the forming quality of stamping parts, just like the chef's control of the heat when cooking. If the pressure is too small, the aluminum alloy material cannot be fully deformed, and the dimensional accuracy and surface quality of the stamping parts are difficult to guarantee. There may be problems such as dimensional deviation and uneven surface. When stamping aluminum alloy wheels, if the pressure is insufficient, the spokes of the wheel may not reach the designed shape and size, affecting the strength and appearance of the wheel. Excessive pressure will cause mold damage and material rupture, increasing production costs and scrap rates. Therefore, when determining the stamping pressure, it is necessary to comprehensively consider factors such as the thickness, hardness, and mold gap of the aluminum alloy material. The stamping pressure can be gradually adjusted by trial die to find the best pressure value to ensure the quality of stamped parts and the life of the die.
The stamping stroke refers to the distance between the punch and the die in the stamping die, which also has an important impact on the quality of stamped parts. If the stroke is too short, the material cannot flow fully, which may cause some parts of the stamping parts to fail to form and cause material shortage; if the stroke is too long, the material will flow excessively, resulting in reduced dimensional accuracy of the stamping parts, and even deformation, cracking and other problems. When stamping aluminum alloy mobile phone shells, if the stamping stroke is too short, the corners of the shell may not be formed; if the stamping stroke is too long, the shell may become thinner due to excessive stretching, affecting its strength and appearance. Therefore, it is necessary to reasonably adjust the stamping stroke according to factors such as the shape, size and material thickness of the stamping parts so that the material can flow fully in the mold and achieve the ideal forming effect.
In actual production, some advanced technologies and methods can also be used to optimize the parameters of stamping equipment. By using numerical simulation technology, the stamping process is simulated and analyzed before stamping to predict the quality of stamped parts and possible problems, so as to adjust the parameters of stamping equipment in advance and improve the quality and production efficiency of stamped parts. By real-time monitoring of various parameters in the stamping process, such as pressure, speed, temperature, etc., the parameters of stamping equipment are adjusted in time according to the monitoring data to achieve precise control of the stamping process.
V. Stamping process: the magic of precision forming
(I) Overview of the stamping process
As the core link of precision forming of aluminum stamping parts, the stamping process is like a carefully arranged symphony. Each step is closely linked to play the movement of perfect precision of aluminum stamping parts. From raw material preparation to cutting, to stamping and subsequent processing, each link contains rich technical connotations and strict operating requirements. They cooperate with each other to jointly shape high-precision and high-quality aluminum stamping parts.
Raw material preparation is the cornerstone of the stamping process, and its importance is self-evident. At this stage, the aluminum alloy sheet must first be strictly inspected to ensure that its material, thickness, flatness, etc. meet the design requirements. Through professional testing equipment, such as spectrometers, thickness gauges, etc., the chemical composition and thickness of the sheet are accurately tested to ensure the stability of the sheet quality. Check the flatness of the sheet surface to avoid affecting the precision of the stamping parts due to the uneven surface of the sheet. The aluminum alloy sheet is cleaned and degreased to remove oil, impurities, etc. on the surface to ensure the surface quality and forming performance of the sheet during the stamping process. During the cleaning process, professional cleaning agents and cleaning equipment can be used to ensure the cleaning effect.
Blanking is to cut the aluminum alloy sheet into suitable sizes and shapes according to the design requirements to prepare for subsequent stamping. Common blanking methods include shearing, punching, laser cutting, etc. Each method has its unique advantages and disadvantages and applicable scenarios. Shearing is a commonly used blanking method. It has the characteristics of high efficiency and low cost. It is suitable for blanking of simple-shaped and large-sized sheets. In automobile manufacturing, shearing is often used for blanking of body panels. Large shearing equipment is used to quickly cut aluminum alloy sheets into the required size. Punching is suitable for blanking of sheets with complex shapes and high dimensional accuracy requirements. It can accurately punch out blanks of various shapes through molds. In electronic equipment manufacturing, punching is a common method for blanking some small precision stamping parts. Laser cutting has the advantages of high precision, fast cutting speed and good cutting quality. It is suitable for cutting plates with extremely high requirements for dimensional accuracy and surface quality, such as the cutting of some precision parts in the aerospace field.
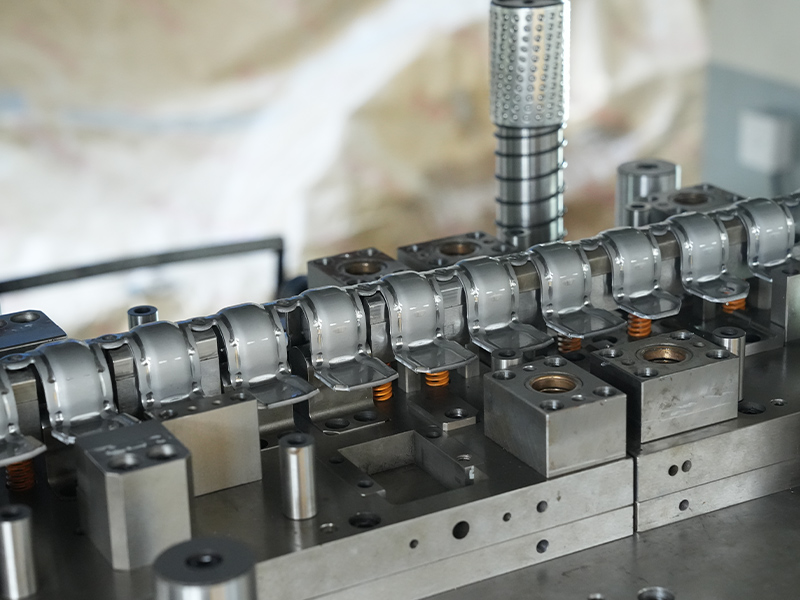
Stamping is the core step of the entire stamping process. It accurately processes the aluminum alloy blank into the required shape and size through the synergy of stamping equipment and molds. During the stamping process, it is necessary to reasonably select stamping process parameters such as stamping speed, pressure, stroke, etc. according to factors such as the shape, size, and precision requirements of the stamping parts. For stamping parts with complex shapes, multiple stamping, stretching, bending and other processes may be required to gradually complete the forming of the stamping parts. During the stretching process, the stretching ratio and stretching speed should be controlled to avoid defects such as wrinkling and cracking. During the bending process, according to the characteristics of the aluminum alloy material and the requirements of the bending radius, the appropriate bending process and mold should be selected to ensure the accuracy of the bending angle and size.
Subsequent processing is an important supplementary link in the stamping process, which can further improve the precision and quality of stamping parts. Common subsequent processing processes include deburring, leveling, heat treatment, etc. Deburring is to remove burrs and flash from the surface of stamped parts to improve the surface quality and safety of stamped parts. Manual grinding, mechanical deburring, electrolytic deburring and other methods can be used. Choose the appropriate deburring method according to the shape and precision requirements of the stamped parts. Leveling is to flatten the stamped parts to eliminate the deformation caused by the stamping process and improve the flatness and dimensional accuracy of the stamped parts. For some stamped parts with high flatness requirements, such as heat sinks of electronic equipment, leveling is an indispensable process. Heat treatment is to improve the mechanical properties and internal structure of stamped parts by heating and cooling the stamped parts, and improve the strength, hardness, toughness and other properties of the stamped parts. In automobile manufacturing, some aluminum alloy wheels need to be heat treated after stamping to improve the strength and wear resistance of the wheels.
(II) , Key process technology revealed
1. Deep optimization of the drawing process
The drawing process plays a vital role in aluminum stamping. However, aluminum plates are prone to wrinkling and cracking during the drawing process, which seriously affect the quality and production efficiency of stamping parts. In order to achieve deep optimization of the drawing process and prevent wrinkling and cracking of aluminum plates, it is necessary to start from multiple aspects and take a series of effective measures.
Optimizing the layout of draw ribs is one of the important means to improve the quality of drawn parts. Draw ribs can effectively regulate the flow of materials and increase feed resistance, thereby preventing wrinkling. When arranging draw ribs, it is necessary to reasonably determine the position, shape and size of the draw ribs according to the shape and size of the stamping parts. For stamping parts with complex shapes, it may be necessary to set draw ribs of different shapes and sizes at different locations to achieve precise control of material flow. In the drawing die of automobile cover parts, draw ribs are usually set around the die. By adjusting the height, width and spacing of the draw ribs, the flow speed and direction of the material can be controlled, so that the material can be deformed evenly during the drawing process to avoid wrinkling. There are also many choices for the shape of the draw ribs, such as round, square, trapezoidal, etc. Different shapes have different effects on the flow of materials, and they need to be selected according to actual conditions.
Adjusting the size and distribution of the blank holder force is also a key measure to prevent the wrinkling and cracking of aluminum plates. If the blank holder force is too small, the wrinkling of the material cannot be effectively suppressed; if the blank holder force is too large, it is easy to cause the material to break. Therefore, it is necessary to accurately adjust the size and distribution of the blank holder force according to factors such as the performance of the aluminum alloy material, the shape and size of the stamping part, etc. In actual production, the size of the blank holder force can be monitored in real time by the pressure sensor installed on the mold, and adjusted according to the monitoring data. For some large and complex stamping parts, variable blanking force control technology may be required, that is, in the process of drawing, the size and distribution of the blanking force are adjusted in real time according to the flow and deformation of the material to ensure that the material can flow into the mold cavity evenly and avoid wrinkling and cracking. Using advanced numerical simulation technology, the size and distribution of the blanking force are simulated and analyzed before drawing, and the problems that may occur during the drawing process are predicted, so as to optimize the blanking force parameters in advance and improve the quality and production efficiency of the drawn parts.
Reasonable design of the gap and fillet of the mold is also an important factor in preventing the wrinkling and cracking of the aluminum plate. If the gap of the mold is too large, the material will relax during the drawing process and wrinkle easily; if the gap of the mold is too small, the friction between the material and the mold will increase, causing the material to break. Therefore, it is necessary to reasonably design the gap of the mold according to the thickness and performance of the aluminum alloy material to ensure that the material can flow smoothly during the drawing process and avoid wrinkling and cracking. The fillet radius of the mold also has a great influence on the flow and forming quality of the material. Too small a fillet radius will cause the material to encounter greater resistance during the flow process, which is prone to stress concentration and cracking; too large a fillet radius will cause the material to flow excessively during the drawing process and wrinkle easily. Therefore, it is necessary to reasonably design the fillet radius of the mold according to the shape and size of the stamping part so that the material can deform evenly during the flow process to avoid wrinkling and cracking.
2. Precise control of trimming and punching
Trimming and punching is an important process in the processing of aluminum stamping parts. Its accuracy directly affects the dimensional accuracy, edge quality and overall performance of the stamping parts. In order to achieve precise control of trimming and punching and reduce the occurrence of defects such as burrs and deformation, it is necessary to start from mold design, process parameter adjustment and processing process control.
The accuracy of the mold is the key to ensuring the quality of trimming and punching. In the mold design stage, advanced design concepts and technologies should be adopted to ensure that the mold has a reasonable structure, sufficient strength and high precision. For the cutting edge of the trimming punching die, high-precision processing technology should be used, such as slow wire cutting, electric spark machining, etc., to ensure the sharpness and dimensional accuracy of the cutting edge. The wear of the cutting edge will lead to the decline of the quality of trimming punching, burrs and deformation, so it is necessary to select mold materials with good wear resistance, and reasonably design the heat treatment process of the mold to improve the hardness and wear resistance of the mold. In the mold manufacturing process, the processing accuracy must be strictly controlled to ensure that the matching accuracy between the various parts of the mold meets the design requirements. High-precision processing equipment and testing instruments are used to monitor and control the processing process of the mold in real time, and processing errors are discovered and corrected in time to ensure the quality of the mold.
The adjustment of process parameters also has an important influence on the quality of trimming punching. The punching speed is a key process parameter. If the punching speed is too fast, the material will be subjected to a large impact force during the punching process, and burrs and deformation are easily generated; if the punching speed is too slow, it will affect the production efficiency. Therefore, it is necessary to reasonably select the punching speed according to factors such as the performance and thickness of the aluminum alloy material and the shape and size of the stamping parts. When punching thinner aluminum alloy sheets, the punching speed can be appropriately increased; when punching thicker sheets, the punching speed needs to be reduced to ensure the punching quality. The punching gap is also an important process parameter. If the punching gap is too large, the edge quality after trimming and punching will be poor and large burrs will be generated; if the punching gap is too small, the wear of the mold will increase and even damage the mold. Therefore, it is necessary to accurately adjust the punching gap according to the thickness and performance of the aluminum alloy material to obtain good trimming and punching quality.
During the processing, strict quality control of trimming and punching is also required. The mold should be inspected and maintained regularly to promptly detect and deal with problems such as mold wear and deformation. During the production process, the stamping parts after trimming and punching should be inspected in real time. By measuring the dimensional accuracy, edge quality and other indicators of the stamping parts, problems that occur during the processing process can be promptly discovered and corrected. Advanced automated testing equipment, such as three-coordinate measuring instruments and visual inspection systems, can be used to quickly and accurately detect stamping parts to improve detection efficiency and accuracy. It is necessary to strengthen the training and management of operators, improve the technical level and quality awareness of operators, ensure that operators can operate strictly in accordance with the operating procedures, and ensure the quality of trimming and punching.
3. Effectively overcome the rebound problem
Springback is a common and thorny problem in the production of aluminum alloy stamping parts. It seriously affects the dimensional accuracy and shape accuracy of stamping parts, causing great trouble to production. In order to effectively overcome the rebound problem, it is necessary to deeply analyze the causes of springback and take targeted measures to control it.
The elastic modulus of aluminum alloy materials is low, which is one of the main reasons for the springback of stamping parts. The elastic modulus is an indicator of the material's ability to resist elastic deformation. The lower the elastic modulus, the stronger the material's ability to recover elastic deformation after unloading, which leads to an increase in the springback of stamping parts. The elastic modulus of aluminum alloy is only about one-third of that of steel, so it is more likely to rebound during the stamping process. Mechanical properties such as the yield strength and hardening index of the material will also affect the springback. The higher the yield strength, the greater the stress that the material needs to bear during the plastic deformation process, and the more obvious the tendency of springback after unloading; the larger the hardening index, the more serious the work hardening phenomenon of the material during the plastic deformation process, and the greater the springback amount.
The stamping process parameters also have an important influence on springback. The bending radius is a key process parameter. The smaller the bending radius, the greater the deformation degree of the material during the bending process, and the greater the springback amount. When the bending radius is less than the minimum bending radius of the material, the material is prone to cracking, and the springback amount will also increase sharply. Parameters such as stamping speed and pressure will also affect springback. If the stamping speed is too fast, the material will not have time to fully deform during the stamping process, and the springback amount will increase after unloading; if the pressure is too high, the material will be over-deformed in the mold, and it is also easy to produce a large springback after unloading.
The mold structure and design also have an important influence on springback. If the gap of the die is too large, the material will not be effectively restrained during the stamping process, and it is easy to rebound; if the radius of the die corner is too small, the material will be subjected to greater resistance during the flow process, resulting in stress concentration, thereby increasing the amount of rebound. The surface roughness of the die, the demoulding method and other factors will also affect the rebound. A die with a large surface roughness will increase the friction between the material and the die, causing the material to rebound during demoulding; unreasonable demoulding methods, such as forced demoulding, are also prone to cause the stamping parts to rebound during the demoulding process.
In order to control the rebound, the die compensation method can be used. Through the precise measurement and analysis of the springback of the stamping parts, the die surface is reversely compensated in advance during the die design, so that the stamping parts can reach the design size and shape after rebound. Using numerical simulation technology, the stamping process is simulated and analyzed in the die design stage to predict the springback of the stamping parts, thereby determining the compensation amount of the die. According to the springback of the stamping parts in actual production, the die is adjusted and optimized in real time to further improve the accuracy of die compensation.
Optimizing stamping process parameters is also an important measure to control springback. Reasonably adjust parameters such as bending radius, stamping speed, and pressure so that the material can deform evenly during the stamping process and reduce the occurrence of springback. Appropriately increasing the bending radius, reducing the stamping speed, and reasonably controlling the pressure can effectively reduce the amount of springback. Using a multi-pass stamping process to gradually complete the forming of stamped parts can also reduce the degree of deformation of the material and reduce springback.
Adopting an orthopedic process is one of the effective means to solve the springback problem. For stamping parts with a large amount of springback, an orthopedic process can be used to correct them after stamping to achieve the size and shape required by the design. Common orthopedic processes include mechanical orthopedics and thermal orthopedics. Mechanical orthopedics is to correct the stamping parts by applying external force, such as using presses, straighteners and other equipment to flatten and straighten the stamping parts; thermal orthopedics is to use the plastic deformation ability of the material at high temperature to correct the stamping parts after heating, such as using hot pressing orthopedics and thermal aging orthopedics.
(III) Surface treatment: giving stamping parts a new charm
1. Anodizing: improving protection and beauty
As an important means of surface treatment for aluminum stamping parts, the anodizing process is like putting a solid and beautiful coat on the stamping parts. It can not only significantly improve the protective performance of the stamping parts, but also add a unique aesthetic to them, making them stand out from many products.
The principle of anodizing is based on the electrochemical process. When the aluminum stamping parts are placed in a specific electrolyte as an anode and direct current is applied, an oxidation reaction will occur on the aluminum surface to form an aluminum oxide film. In this process, the cations in the electrolyte gain electrons on the anode surface and combine with aluminum atoms to form aluminum oxide. During the anodizing process, the two processes of metal dissolution and oxide film formation are carried out simultaneously. The oxidation reaction on the metal surface will cause aluminum ions to dissolve into the electrolyte. This is an inevitable side reaction in the anodizing process, which will cause the loss of metal materials and changes in shape. Corresponding to the dissolution of the metal is the formation of an oxide film. The oxidation reaction on the metal surface will cause aluminum to combine with oxygen in the electrolyte to form a stable aluminum oxide layer. This oxide film has a microporous structure, and its thickness, color and other physical and chemical properties can be controlled by adjusting factors such as electrolyte solution, current density, temperature, and time.
The process flow of anodizing is relatively complex, and the process parameters of each link need to be strictly controlled to ensure the quality and performance of the oxide film. Pretreatment is the first step of anodizing, and its purpose is to clean and prepare the surface of the aluminum alloy to lay a good foundation for subsequent anodizing treatment. Pretreatment usually includes processes such as degreasing, alkali washing and neutralization. Degreasing is to remove oil and impurities on the surface of aluminum stamping parts. Organic solvent cleaning, alkaline degreasing agent cleaning and other methods can be used to ensure that there is no grease residue on the surface. Alkaline washing is to further remove the natural oxide film and other impurities on the surface, improve the activity of the surface, and make the subsequent oxidation reaction more uniform. Neutralization is to neutralize the alkaline substances remaining after alkali washing to prevent the impact on subsequent processes.
Anodizing treatment is the core link of the entire process. At this stage, the aluminum alloy is placed in an electrolyte solution and an electric current is applied to form an oxide film on its surface. Common electrolyte solutions include sulfuric acid, chromic acid, oxalic acid, etc. Different electrolyte solutions will have different effects on the performance of the oxide film. Sulfuric acid anodizing is the most widely used method. It can produce an oxide film of medium thickness (0.00007" to 0.001" or 1.8 μm to 25 μm), which has good hardness, wear resistance and corrosion resistance. In the process of sulfuric acid anodizing, parameters such as current density, temperature and time need to be controlled. If the current density is too large, the oxide film will grow too fast, the film quality will decline, and defects such as looseness and porosity will appear; if the current density is too small, the oxide film will grow slowly and the production efficiency will be low. If the temperature is too high, the oxide film will dissolve faster, resulting in uneven film thickness; if the temperature is too low, the hardness and wear resistance of the oxide film will be reduced. If the time is too long, the oxide film will be too thick, resulting in increased brittleness of the film and easy cracking; if the time is too short, the oxide film thickness is insufficient and cannot meet the requirements of protection and beauty.
Electrolytic coloring is an important supplementary link of the anodizing process. It can make the oxide film obtain various colors and patterns, and at the same time enhance the sealing performance, corrosion resistance and weather resistance of the film layer. There are many methods of electrolytic coloring, such as nickel sulfate system coloring, tin salt system coloring, etc. In nickel sulfate system coloring, by controlling the composition, pH value, temperature and current density of the electrolyte, the oxide film can present different colors, such as bronze, black, gold, etc. Sealing treatment is the last step of the anodizing process. Its purpose is to ensure that the aluminum alloy products have good corrosion resistance, weather resistance and wear resistance, so as to obtain long-lasting performance. Commonly used sealing treatment methods include heat sealing (boiling water sealing and high-pressure steam sealing), cold sealing, medium temperature sealing and organic sealing. Heat sealing is to put the anodized aluminum stamping parts into boiling water or high-pressure steam to close the micropores of the oxide film and improve the corrosion resistance and wear resistance of the film. Cold sealing uses chemical agents to seal the oxide film at room temperature, which has the advantages of simple operation and energy saving.
The protective performance and aesthetics of anodized aluminum stampings have been significantly improved. The hardness and wear resistance of the oxide film are greatly improved, which can effectively resist external friction and wear and extend the service life of the stampings. The oxide film has good corrosion resistance, which can prevent aluminum stampings from being corroded in humid, acidic and alkaline environments and protect the base metal from erosion. Anodizing can also give aluminum stampings a variety of beautiful colors and gloss effects to meet the aesthetic needs of different customers and enhance the added value of the product. In the field of architectural decoration, anodized aluminum alloy doors and windows not only have excellent protective performance, but also add beauty and fashion to the building; in the field of electronic equipment, anodized aluminum casings can not only protect internal electronic components, but also enhance the appearance and texture of the product and enhance the market competitiveness of the product.
2. Sandblasting: Creating a unique texture
Sandblasting is a process that uses high-speed abrasive jets to treat the surface of aluminum stampings. It is like a magical makeup artist that can give aluminum stampings a unique surface texture, while improving their surface cleanliness and roughness, adding a different charm to the product.
The principle of sandblasting is to use compressed air or high-pressure water flow as a power source to spray abrasives (such as quartz sand, corundum sand, glass beads, etc.) onto the surface of aluminum stampings at high speed, so that the abrasives collide and rub against the surface, thereby removing oil stains, impurities, oxide films, etc. on the surface, while changing the surface roughness and microscopic morphology. In this process, the impact and friction of the abrasives will cause tiny pits and scratches on the surface of aluminum stampings. These changes in microstructure will cause the surface to present different textures and gloss effects. Sandblasting can effectively remove oil stains, impurities and natural oxide films on the surface of aluminum stampings, making the surface smoother.
VI. Quality Control: The Pursuit of Zero Defects
(I) Multi-dimensional Means of Quality Inspection
In the production process of aluminum stampings, quality inspection is like a strict gatekeeper, using a variety of means to conduct all-round inspection of stampings to ensure that each stamping meets high quality standards and achieves the goal of zero defects. Commonly used quality inspection methods cover multiple dimensions such as dimensional measurement, appearance inspection, mechanical properties testing, metallographic analysis, etc. They cooperate with each other to jointly safeguard the quality of aluminum stampings.
Dimension measurement is one of the most basic and important links in quality inspection. It is directly related to whether the stamping can meet the design requirements and assembly accuracy. In the dimensional measurement of aluminum stampings, the three-dimensional coordinate measuring machine has become the preferred tool with its high precision and powerful measurement function. The three-dimensional coordinate measuring machine can accurately measure various dimensional parameters such as the length, width, height, aperture, shape error, etc. of the stamping parts by moving the probe on three mutually perpendicular coordinate axes. In the production of aluminum stamping parts for automobile engine cylinders, the three-dimensional coordinate measuring machine can accurately measure the diameter, position accuracy, flatness, etc. of each hole of the cylinder body to ensure that the dimensional accuracy of the cylinder body meets the assembly requirements of the engine. Its measurement accuracy can usually reach the micron level, which can meet the measurement needs of high-precision aluminum stamping parts. In addition to the three-dimensional coordinate measuring machine, the laser measuring machine also plays an important role in dimensional measurement. The laser measuring machine uses the reflection principle of the laser beam to quickly and non-contactly measure the size and shape of the stamping parts. It has the advantages of fast measurement speed, high accuracy, and convenient operation. In the field of aerospace, for some aluminum stamping parts with complex shapes and extremely high dimensional accuracy requirements, the laser measuring machine can realize the rapid measurement and analysis of their three-dimensional shapes, and provide accurate data support for product quality control.
Appearance inspection is an indispensable part of quality inspection. It is mainly used to detect whether there are defects such as cracks, scratches, wrinkles, deformation, etc. on the surface of stamping parts. These defects will not only affect the appearance quality of stamping parts, but also may have a serious impact on their performance and service life. In appearance inspection, visual inspection is one of the most commonly used methods. Inspectors directly observe the surface of stamping parts with their naked eyes, and find surface defects with their rich experience and keen observation. For some subtle defects that are difficult to observe directly with the naked eye, they can be inspected with the help of magnifying glasses, microscopes and other tools. In the production of aluminum stamping parts for electronic equipment housings, inspectors will carefully observe whether there are scratches, scratches and other defects on the surface of the housing, because these defects will directly affect the appearance and market competitiveness of the product. Oilstone polishing and touch inspection are also commonly used methods in appearance inspection. Oilstone polishing can remove the oxide scale and tiny protrusions on the surface of stamping parts, making surface defects more obvious and easy to inspect. Touch inspection is that the inspector wears gloves and touches the surface of the stamping parts with his hands to feel the flatness and smoothness of the surface, so as to find surface defects such as scratches and wrinkles. In the production of aluminum stamping parts for automobile body covers, touch inspection is an important appearance inspection method that can effectively find subtle defects on the surface of the cover.
Mechanical property testing is one of the key means to evaluate the quality of aluminum stampings. It is mainly used to detect mechanical property indicators such as strength, hardness, toughness, and fatigue performance of stampings. These indicators are directly related to the reliability and safety of stampings in actual use. Tensile test is one of the most commonly used methods in mechanical property testing. By applying axial tension to the stamping, the stress-strain curve during the stretching process is measured to obtain the mechanical property indicators such as yield strength, tensile strength, and elongation of the stamping. In the production of aluminum stampings for automotive parts, tensile tests can be used to detect the strength and plasticity of parts to ensure that they will not break or deform excessively when subjected to external forces. Hardness testing evaluates the hardness of stampings by measuring the ability of the surface of the stamping to resist indentation. Commonly used hardness testing methods include Rockwell hardness test, Brinell hardness test, Vickers hardness test, etc. Different test methods are suitable for different materials and hardness ranges. In the field of aerospace, for some aluminum stampings that need to withstand high stress, hardness testing can be used to detect their surface hardness to ensure that they have good wear resistance and fatigue resistance during use. Impact test is used to detect the toughness of stamping parts under impact load. The toughness is evaluated by measuring the impact absorption work of stamping parts in impact test. In the production of some aluminum stamping parts that need to withstand impact load, such as automobile airbag brackets, aerospace structural parts, etc., impact test is an indispensable mechanical property test method.
Metallographic analysis is a detection method that deeply understands the internal structure and performance of aluminum stamping parts. It can reveal the microstructural characteristics of materials, such as grain size, grain boundary state, phase composition, etc., by observing and analyzing the metallographic structure of stamping parts, so as to evaluate the quality and performance of stamping parts. The process of metallographic analysis includes sampling, inlaying, grinding, polishing, corrosion and other steps. First, select representative samples from stamping parts, and then inlay the samples in suitable materials for subsequent processing and observation. Then, grind and polish the inlaid samples to make their surfaces mirror finish. Finally, use appropriate corrosive agents to corrode the surface of the samples to make the metallographic structure appear, so as to facilitate observation and analysis under a microscope. In the production of aluminum stamping parts for aluminum alloy wheels, metallographic analysis can be used to detect the grain size and distribution of the wheel hub, and evaluate its casting quality and heat treatment effect. Through metallographic analysis, it can be found whether there are defects such as pores, shrinkage, inclusions, etc. inside the wheel hub, as well as whether the grains are coarse and uneven, so as to take timely measures to improve and improve the quality and performance of the wheel hub.
(II) Defect analysis and improvement strategy
In the production process of aluminum stamping parts, despite a series of strict quality control measures, various defects such as cracks, wrinkles, deformation, surface scratches, etc. may still occur. These defects will not only affect the quality and performance of stamping parts, but may also cause product scrapping and increase production costs. Therefore, in-depth analysis of the causes of these defects and the proposal of corresponding prevention and improvement measures are of great significance to improving the quality and production efficiency of aluminum stamping parts.
Cracks are one of the more common and serious defects in aluminum stamping parts. They will significantly reduce the strength and reliability of stamping parts, and even cause the product to break during use. The main causes of cracks include defects in the material itself, unreasonable stamping process parameters, and mold design and manufacturing problems. Impurities, pores, segregation and other defects in aluminum alloy materials will reduce the strength and plasticity of the material, making it easy for stamping parts to crack when subjected to force. In some aluminum alloy plates, if there are more impurity particles, these impurity particles will become the initiation points of cracks. During the stamping process, as the stress is concentrated, cracks will gradually form around the impurity particles and expand to the surrounding areas. Unreasonable stamping process parameters, such as too small blanking gap, too small drawing coefficient, and too fast stamping speed, can also cause cracks in stamping parts. If the blanking gap is too small, the blanking force will increase, and the shear stress on the material during the blanking process will be too large, which is easy to crack; if the drawing coefficient is too small, the deformation degree of the material during the drawing process will be too large, exceeding the plastic limit of the material, thus causing cracks; if the stamping speed is too fast, the material will not have enough time to fully deform during the stamping process, resulting in stress concentration, which is also easy to cause cracks. Problems in mold design and manufacturing, such as too small mold fillet radius, large mold surface roughness, unreasonable mold structure, etc., can also cause cracks in stamping parts. Too small mold fillet radius will increase the resistance of the material during the flow process, resulting in stress concentration, which is easy to cause cracks; large mold surface roughness will increase the friction between the material and the mold, causing uneven stress on the material during the stamping process, thereby causing cracks; unreasonable mold structure, such as insufficient mold rigidity and poor guiding accuracy, will cause the mold to deform during the stamping process, causing uneven force on the stamping parts and cracks.
In order to prevent and improve crack defects, we must first strictly control the quality of aluminum alloy materials, strengthen the inspection and screening of raw materials, ensure that the chemical composition and organizational structure of the materials meet the requirements, and reduce defects inside the materials. Chemical composition analysis and metallographic inspection are carried out on each batch of aluminum alloy plates to ensure that the impurity content in the material is within the allowable range, the grain size is uniform, and there is no obvious segregation phenomenon. Reasonably adjust the stamping process parameters, optimize the blanking gap, drawing coefficient, stamping speed and other parameters according to the characteristics of aluminum alloy materials and the shape and size of stamping parts, so that the material can be deformed evenly during the stamping process to avoid stress concentration. Through experiments and simulation analysis, determine the optimal blanking gap and drawing coefficient to ensure that the stamping parts will not produce cracks during the blanking and drawing process. It is also necessary to optimize the mold design and manufacturing process, increase the mold fillet radius, reduce the mold surface roughness, reasonably design the mold structure, improve the mold rigidity and guiding accuracy, so that the mold can work stably during the stamping process and reduce the stress concentration of the stamping parts. In the mold design stage, use advanced design software for simulation analysis to optimize the structure and parameters of the mold; in the mold manufacturing process, use high-precision processing equipment and processes to ensure the dimensional accuracy and surface quality of the mold.
Wrinkling is another common defect of aluminum stamping parts in the stamping process, which will affect the appearance quality and dimensional accuracy of the stamping parts and reduce the performance and reliability of the product. The main causes of wrinkling are insufficient blanking force, uneven material flow, and excessive drawing coefficient. Insufficient blanking force will make the sheet unable to be effectively restrained during the stamping process, resulting in local instability of the material and wrinkles. In the deep drawing process of automobile covers, if the blanking force is insufficient, wrinkles will appear on the edge of the cover. Uneven material flow is also one of the important reasons for wrinkling. When the material flows in the mold, if the resistance is uneven, it will cause local accumulation of the material and wrinkles. The complex shape of the mold and the unreasonable arrangement of the draw ribs will affect the uniformity of the material flow. If the drawing coefficient is too large, the deformation degree of the material during the deep drawing process will be too large, exceeding the critical deformation degree of the material, thus causing wrinkles.
In order to prevent and improve wrinkling defects, it is necessary to increase the blanking force to ensure that the sheet can be effectively restrained during the stamping process and prevent local instability of the material. By adjusting the structure and parameters of the blank holder ring, or using hydraulic blanking and other methods, the size and stability of the blanking force can be increased. Reasonably adjust the layout and height of the draw ribs, optimize the shape and size of the blank, so that the material can flow evenly in the mold and avoid local accumulation. According to the shape and size of the stamping parts, a reasonable layout and height of draw ribs are designed to make the resistance of the material during the flow process uniform; by optimizing the shape and size of the blank, the deformation of the material during the stamping process is more uniform. It is also necessary to select a suitable drawing coefficient. According to the performance of the aluminum alloy material and the shape and size of the stamping parts, the drawing coefficient is reasonably determined to avoid excessive deformation of the material due to excessive drawing coefficient. Through experiments and simulation analysis, the optimal drawing coefficient is determined to ensure that the stamping parts will not wrinkle during the drawing process.
Deformation is another defect that may occur in the stamping process of aluminum stamping parts. It will cause the dimensional accuracy and shape accuracy of the stamping parts to decrease, affecting the assembly and use performance of the product. The main reasons for deformation are insufficient mold manufacturing accuracy, unstable stamping process, material thickness deviation, etc. Insufficient mold manufacturing accuracy will cause the size and shape of the mold to deviate from the design requirements, resulting in uneven force on the stamping parts during the stamping process, resulting in deformation. The cavity size deviation of the mold, the concentricity error between the core and the cavity, etc. will affect the dimensional accuracy and shape accuracy of the stamping parts. The stamping process is unstable. If the parameters such as stamping speed and pressure fluctuate greatly, the force on the stamping parts during the stamping process will be unstable and deformed. Material thickness deviation will cause uneven deformation of the stamping parts during the stamping process, resulting in deformation.
In order to prevent and improve deformation defects, it is necessary to improve the manufacturing accuracy of the mold, adopt advanced processing equipment and processes, strictly control the dimensional accuracy and shape accuracy of the mold, and ensure that the manufacturing quality of the mold meets the design requirements. In the mold manufacturing process, high-precision processing equipment, such as CNC machining centers and slow-wire wire cutting machines, are used to accurately process the various parts of the mold; strengthen the quality control of the mold manufacturing process, use three-coordinate measuring instruments and other testing equipment to perform real-time detection of the size and shape of the mold, and promptly discover and correct processing errors. Optimize the stamping process, control the stability of parameters such as stamping speed and pressure, and ensure the smooth progress of the stamping process. By adopting advanced stamping equipment and control systems, accurate control of parameters such as stamping speed and pressure can be achieved; strengthen the maintenance and maintenance of stamping equipment to ensure the normal operation of the equipment and reduce parameter fluctuations. It is also necessary to strictly control the material thickness and conduct thickness inspection on each batch of aluminum alloy plates to ensure that the material thickness meets the requirements and avoid deformation of stamping parts due to material thickness deviation. Establish a complete material inspection system, conduct random inspections and full inspections on the thickness of materials, and promptly discover and deal with materials with unqualified thickness.
Surface scratches are one of the common appearance defects of aluminum stamping parts during the stamping process. It will affect the surface quality and aesthetics of stamping parts and reduce the market competitiveness of products. The main causes of surface scratches are rough mold surface, foreign matter, excessive friction between the material and the mold during stamping, etc. The rough mold surface will cause the material to have greater friction with the mold surface during the stamping process, which is easy to cause surface scratches. During the use of the mold, the surface will gradually wear and the roughness will increase. If it is not maintained and repaired in time, it will cause scratches on the surface of the stamping part. Foreign matter on the mold surface, such as dust, iron filings, etc., will also scratch the surface of the material during the stamping process. Excessive friction between the material and the mold during the stamping process, such as improper use of lubricants, excessive stamping speed, etc., will also cause surface scratches.
In order to prevent and improve surface scratch defects, the mold surface needs to be polished to reduce the surface roughness of the mold and reduce the friction between the material and the mold. Regularly maintain and service the mold, and use grinding, polishing and other processes to repair and treat the mold surface to ensure the smoothness of the mold surface. Clean the mold regularly to remove foreign matter on the mold surface to prevent foreign matter from scratching the surface of the stamping parts. During the production process, clean the mold regularly, and use compressed air, cleaning agents and other tools to remove foreign matter such as dust and iron filings on the mold surface. Lubricants should also be applied to the surface of the material to reduce the friction between the material and the mold and reduce the occurrence of surface scratches. Select a suitable lubricant, determine the type and use of the lubricant according to the characteristics of the aluminum alloy material and the requirements of the stamping process, and ensure that the lubricant can effectively reduce friction. Reasonably control the stamping speed to avoid excessive friction between the material and the mold due to excessive stamping speed. Through experiments and simulation analysis, determine the optimal stamping speed to ensure that the friction between the material and the mold during the stamping process is within a reasonable range.
VII. Production management: balance between efficiency and quality
(I) Optimization design of production process
The optimization design of production process is the key link to achieve the balance between efficiency and quality in aluminum stamping production. It is like carefully choreographing an efficient dance. By reasonably arranging production processes, optimizing logistics distribution, and adopting advanced production management systems, the entire production process can be made smoother and more efficient, thereby improving production efficiency and reducing costs.
Reasonable arrangement of production processes is the basis for improving production efficiency. In aluminum stamping production, different stamping parts may require multiple processes to complete, such as stretching, punching, trimming, bending, etc. Reasonable arrangement of the sequence and time of these processes can make the production process more compact, reduce waiting time and transportation time between processes, and improve production efficiency. For some aluminum stamping parts with complex shapes, it may be necessary to first perform a stretching process to make the aluminum plate initially formed, and then perform punching, trimming and other processes to ensure the accuracy and quality of the stamping parts. When arranging the process, it is also necessary to consider the replacement and adjustment time of the mold, minimize the number of mold changes, and improve the utilization rate of the equipment. By adopting modular mold design, mold replacement can be made more convenient and quick, reducing the impact of mold replacement on production efficiency.
Optimizing logistics distribution is an important means to improve production efficiency and reduce costs. In aluminum stamping production, logistics distribution involves the procurement, transportation, storage of raw materials, and the transportation, storage and distribution of stamping parts. By optimizing the logistics distribution process, logistics costs can be reduced, logistics efficiency can be improved, and smooth production can be ensured. In the procurement of raw materials, establish a long-term and stable cooperative relationship with suppliers to ensure the quality of raw materials and the timeliness of supply. The centralized procurement method can obtain more favorable prices and reduce procurement costs. In the transportation of raw materials, choosing appropriate transportation methods and routes can reduce transportation time and transportation costs. For suppliers who are closer, road transportation can be used to improve transportation efficiency; for suppliers who are farther away, rail transportation or water transportation can be used to reduce transportation costs. In the storage of raw materials, reasonable planning of warehouse layout and the use of advanced warehouse management systems can improve warehouse utilization and reduce the storage cost of raw materials. Raw materials are classified and stored, and they are labeled and managed according to different varieties, specifications and batches for quick search and retrieval. In the transportation and distribution of stamping parts, according to customer needs and order conditions, reasonable transportation plans and distribution plans can be formulated to improve distribution efficiency and reduce distribution costs. By using express delivery or logistics distribution, appropriate transportation methods and routes can be selected according to the customer's location and order quantity to ensure that stamping parts can be delivered to customers in a timely and accurate manner.
The use of advanced production management systems is an important guarantee for improving production efficiency and quality. With the continuous development of information technology, advanced production management systems such as enterprise resource planning (ERP) and manufacturing execution systems (MES) have been widely used in aluminum stamping production. These systems can realize the information management of the production process, improve the accuracy and flexibility of production plans, strengthen the monitoring and management of the production process, and thus improve production efficiency and quality. The ERP system can integrate the resources of the enterprise, including human resources, material resources, financial resources, etc., to achieve the optimal allocation of enterprise resources. Through the ERP system, the production progress, inventory status, procurement status and other information of the enterprise can be grasped in real time, providing a basis for the formulation and adjustment of production plans. The MES system can realize real-time monitoring and management of the production process, including equipment status, production progress, quality status, etc. Through the MES system, problems that arise in the production process can be discovered in time, and corresponding measures can be taken to solve them to ensure the smooth progress of production. In aluminum stamping production, the MES system can monitor the operating status of stamping equipment in real time, such as stamping speed, pressure, temperature and other parameters. When abnormal parameters are found, they can be alarmed and adjusted in time to ensure the quality of stamping parts. The MES system can also collect and analyze quality data in the production process, find out the causes of quality problems through data analysis, and take corresponding improvement measures to improve the quality of stamping parts.
(II) Collaborative management of personnel and equipment
The collaborative management of personnel and equipment is an important factor in achieving a balance between efficiency and quality in aluminum stamping production. It emphasizes the importance of skill training and management of operators and equipment maintenance personnel, and how to ensure the smooth progress of production through effective personnel organization and equipment maintenance plans.
The skill training of operators and equipment maintenance personnel is the basis for realizing collaborative management of personnel and equipment. In aluminum stamping production, operators need to master the operating skills of stamping equipment, relevant knowledge of stamping process and quality control methods, etc.; equipment maintenance personnel need to master the structure, principle, maintenance methods and fault diagnosis and repair skills of the equipment. Through systematic skill training for operators and equipment maintenance personnel, their professional level and work ability can be improved, providing guarantee for the smooth progress of production. For operator training, it can include theoretical training and practical training. Theoretical training mainly explains the operating principle of stamping equipment, basic knowledge of stamping process, quality control requirements, etc.; practical training allows operators to practice operation in actual production and master operating skills and precautions through actual operation. During the training process, a variety of training methods such as case analysis, simulated operation, and on-site guidance can be used to improve the effect of training. For equipment maintenance personnel training, it can include training on equipment structure and principle, training on maintenance methods and skills, and training on fault diagnosis and repair. Through training, equipment maintenance personnel can be familiar with the structure and principle of equipment, master the maintenance methods and skills of equipment, and can diagnose and repair equipment failures in a timely and accurate manner.
Effective personnel organization is the key to achieving collaborative management of personnel and equipment. In aluminum stamping production, it is necessary to reasonably organize operators and equipment maintenance personnel according to production tasks and equipment conditions to ensure efficient cooperation between personnel and equipment. The team-based personnel organization form can be adopted to form several teams of operators and equipment maintenance personnel, each of which is responsible for a certain number of stamping equipment and production tasks. Within the team, the responsibilities and division of labor of each person are clarified so that operators and equipment maintenance personnel can work closely together to complete production tasks. Operators are responsible for the operation of equipment and the production of products, and equipment maintenance personnel are responsible for the daily maintenance and fault repair of equipment. During the production process, operators should promptly feedback the operation status and problems of the equipment to equipment maintenance personnel, and equipment maintenance personnel should promptly maintain and repair the equipment to ensure the normal operation of the equipment. It is also possible to establish an incentive mechanism to stimulate the enthusiasm and initiative of operators and equipment maintenance personnel and improve work efficiency and quality. People with excellent work performance should be commended and rewarded, and people who make mistakes in their work should be criticized and punished, so that people can consciously abide by rules and regulations and conscientiously perform their duties.
Equipment maintenance plan is an important guarantee for the coordinated management of personnel and equipment. In aluminum stamping production, the normal operation of equipment is the key to ensure smooth production. Therefore, it is necessary to formulate a scientific and reasonable equipment maintenance plan, carry out regular maintenance and maintenance of the equipment, promptly discover and solve problems with the equipment, and ensure the performance and accuracy of the equipment. The equipment maintenance plan can include daily maintenance, regular maintenance and preventive maintenance. Daily maintenance mainly involves cleaning, lubricating, tightening and other work on the equipment to keep the equipment clean and normal operation; regular maintenance is a comprehensive inspection and maintenance of the equipment, including equipment accuracy inspection, replacement of parts, equipment debugging, etc.; preventive maintenance is to analyze the equipment's operating data, predict possible equipment failures, and take measures in advance to prevent and repair. When formulating an equipment maintenance plan, it is necessary to reasonably determine the time and content of maintenance based on factors such as equipment usage, operating time, and maintenance records. For equipment that is frequently used and has a long operating time, the number and content of maintenance should be appropriately increased; for new equipment or equipment with good maintenance records, the number and content of maintenance can be appropriately reduced. It is also necessary to establish equipment maintenance files to record the maintenance status and fault information of the equipment to provide a reference for equipment maintenance and management. Through the implementation of the equipment maintenance plan, problems with the equipment can be discovered and resolved in a timely manner, the service life of the equipment can be extended, the utilization rate of the equipment can be improved, and the smooth progress of production can be ensured.
VIII. Future blueprint for aluminum stamping
(I) Frontier trends in technological innovation
At a time when science and technology are changing with each passing day, the field of aluminum stamping is at the forefront of technological innovation. The emergence of a series of cutting-edge technologies is outlining a new picture full of infinite possibilities for its development.
Digital design and manufacturing technology, like a key to the future, has shown great application potential in the field of aluminum stamping. With the help of advanced computer-aided design (CAD), computer-aided engineering (CAE) and computer-aided manufacturing (CAM) software, engineers can accurately design and simulate aluminum stamping parts in a virtual environment. When designing an aluminum alloy cylinder head for an automobile engine, CAD software can be used to quickly build its three-dimensional model, and CAE software can be used to simulate the metal flow, stress and strain distribution during the stamping process, and predict possible defects such as cracks and wrinkles in advance, and optimize the design accordingly. This not only greatly shortens the product development cycle from months or even years to weeks or months, but also effectively reduces the R&D cost and reduces the costs of mold modification and product scrapping caused by unreasonable design. CAM technology can directly convert the optimized design scheme into the processing instructions of CNC machine tools, realize the automation and high-precision manufacturing of molds and aluminum stamping parts, and ensure the stability and consistency of product quality.
The rise of intelligent stamping equipment has brought revolutionary changes to the aluminum stamping industry. This type of equipment integrates advanced sensing technology, automatic control technology and artificial intelligence algorithms, and has functions such as intelligent adaptive control, fault diagnosis and predictive maintenance. During the stamping process, the sensor can monitor key parameters such as stamping pressure, speed, temperature, etc. in real time, and transmit these data to the control system. When it is found that the parameters deviate from the preset range, the control system can quickly make adjustments and automatically optimize the stamping process parameters to ensure the stability of the quality of the stamping parts. Intelligent stamping equipment can also predict possible equipment failures through the analysis of a large amount of production data, perform maintenance in advance, avoid production interruptions caused by equipment failures, and improve production efficiency and equipment utilization. According to relevant data, enterprises using intelligent stamping equipment can increase production efficiency by more than 30% and reduce equipment failure rate by more than 50%.
The continuous emergence of new aluminum alloy materials has also injected new vitality into the development of aluminum stamping technology. In recent years, researchers have developed a series of high-performance new aluminum alloy materials, such as high-strength aluminum alloy, high-temperature resistant aluminum alloy, and corrosion-resistant aluminum alloy, by optimizing the composition and heat treatment process of aluminum alloy. These new materials have excellent comprehensive properties and can meet the special needs of aluminum stamping parts in different fields. In the field of aerospace, high-strength aluminum alloys can be used to manufacture key structural parts such as wings and fuselages of aircraft. While reducing the weight of the structure, it improves its strength and reliability, reduces fuel consumption, and improves flight performance; in the field of automobile engines, high-temperature resistant aluminum alloys can be used to manufacture parts such as pistons and cylinder heads, improve the thermal efficiency and reliability of the engine, and meet increasingly stringent environmental protection and energy-saving requirements.
(II) Opportunities and challenges of industry development
With the development of the global economy and the advancement of science and technology, the aluminum stamping industry has ushered in unprecedented development opportunities. The market demand for aluminum stamping parts continues to grow, especially in the fields of automobiles, aerospace, electronics, etc. In the automotive industry, in order to meet the requirements of energy conservation and emission reduction and improve fuel economy, automobile manufacturers are increasingly using aluminum alloy materials to replace traditional steel materials to achieve lightweight vehicles. This has led to a significant increase in the market demand for aluminum stamping parts for automobiles. From key components such as engine blocks, cylinder heads, transmission housings, to body panels, chassis structural parts, etc., the application scope of aluminum alloy stamping parts has continued to expand. In the field of aerospace, with the vigorous development of the aerospace industry, the performance requirements for aircraft and spacecraft are getting higher and higher. Aluminum alloys have become one of the preferred materials for aerospace structural parts due to their advantages such as light weight, high strength, and corrosion resistance. The market demand for aluminum stamping parts in the aerospace field has also grown steadily.
However, while facing development opportunities, the aluminum stamping industry also has to deal with many challenges. The increasing environmental protection requirements have brought tremendous pressure to the aluminum stamping industry. In the production process of aluminum stamping, a certain amount of pollutants such as wastewater, waste gas and waste slag will be generated. If not properly handled, it will cause serious harm to the environment. Wastewater contains a large amount of heavy metal ions and organic matter. If it is discharged directly, it will pollute the soil and water sources; waste gas contains pollutants such as volatile organic compounds (VOCs) and dust, which will affect the air quality. In order to meet environmental protection requirements, enterprises need to increase investment in environmental protection equipment and technology, adopt advanced sewage treatment, waste gas purification and waste residue recycling technologies, and achieve standard discharge of pollutants and recycling of resources. This will undoubtedly increase the production cost of enterprises and compress their profit margins.
Increasing competition in the industry is also a major challenge faced by aluminum stamping companies. With the continuous expansion of the aluminum stamping market, more and more companies are pouring into this field, and market competition is becoming more and more fierce. Not only is there fierce competition among domestic companies, but foreign companies have also entered the Chinese market, intensifying the degree of market competition. In the fierce market competition, if companies want to stand out, they must continuously improve product quality and technical level, reduce production costs, improve service quality, and strengthen brand building. However, for some small and medium-sized enterprises, it is not easy to achieve these goals due to limitations in funds, technology and talents. They are often at a disadvantage in market competition and face the risk of being eliminated.
Faced with these opportunities and challenges, aluminum stamping companies need to adopt a series of effective response strategies. Companies should increase investment in technology research and development and innovation, actively introduce and apply advanced technologies and equipment, and improve the technical content and added value of products. Through cooperation with universities, scientific research institutions, etc., carry out industry-university-research cooperation projects, jointly overcome technical difficulties, and promote the innovation and development of aluminum stamping technology. Companies should also strengthen internal management, optimize production processes, reduce production costs, and improve production efficiency and product quality. By implementing advanced management methods such as lean production and six sigma management, waste in the production process can be eliminated, and the company's operating efficiency and management level can be improved. Companies should also focus on brand building and market expansion, strengthen communication and cooperation with customers, improve customer satisfaction and loyalty, and establish a good corporate image and brand reputation. By participating in domestic and foreign industry exhibitions, technical seminars and other activities, the company's product and technical advantages can be demonstrated, market channels can be expanded, and market share can be expanded.
IX. Conclusion: Infinite Possibilities of Aluminum Stamping
As a key technical means to achieve perfect precision of aluminum stamping parts, aluminum stamping technology plays a pivotal role in modern manufacturing. Through the in-depth understanding and application of the characteristics of aluminum alloy materials, as well as the fine control of multiple key links such as stamping die design and manufacturing, stamping process parameter optimization, stamping equipment selection and maintenance, we can achieve excellent performance in terms of dimensional accuracy, shape accuracy and surface quality of aluminum stamping parts, and meet the increasingly stringent performance requirements of aluminum stamping parts in different industries.
Looking to the future, with the continuous development of the global manufacturing industry and the continuous advancement of science and technology, the aluminum stamping process will usher in a broader development space and unprecedented opportunities. Driven by technological innovation, cutting-edge technologies such as digital design and manufacturing technology, intelligent stamping equipment and new aluminum alloy materials will continue to be integrated into the field of aluminum stamping, promoting the aluminum stamping process to develop in the direction of higher precision, higher efficiency and more intelligence. The application scope of aluminum stamping parts in the fields of automobiles, aerospace, electronics, etc. will also continue to expand, providing strong support for the development of these industries.
However, we should also be aware that the aluminum stamping industry still faces many challenges in its development, such as the increasing environmental protection requirements and the increasing competition in the industry. In the face of these challenges, aluminum stamping companies need to actively adopt coping strategies, increase investment in technology research and development and innovation, strengthen internal management, focus on brand building and market expansion, so as to enhance the core competitiveness of the company and achieve sustainable development.
Aluminum stamping technology, with its unique advantages and constantly innovative technology, will surely bloom more brilliantly in the future manufacturing industry and make greater contributions to the development of human society. Let us look forward to aluminum stamping technology creating more miracles in the future and opening a new chapter in the development of the manufacturing industry.
What is the best metal for metal stamping parts?
2025-06-10Iron Stamping Parts: A Comprehensive Introduction
2025-06-20Your email address will not be published. Required fields are marked *

Our Stainless Steel Turbo Sealing Gasket is engineered for high-performance applications in turbocharged engines, providing a robust, reliable seal to prevent leakage of exhaust gases and boost pressu...
See Details
The Stainless Steel Starlock Washer Fasteners are specialized retaining components designed to securely hold parts in place within water valve assemblies. Manufactured from high-quality stainless stee...
See Details
Our high pressure resistant stainless steel bracket is a robust, durable, and reliable solution for securing equipment in demanding environments where pressure and structural integrity are critical. M...
See Details
The Iron Capacitor Sealing Housing is a precision stamped metal component designed to encase and protect capacitors, ensuring their long-term performance and reliability. Manufactured using advanced s...
See Details
The Stamped Iron Valve Core Assembly is manufactured using stamping technology and made from high-quality iron material, precisely stamped into shape. This component is widely used in various fluid co...
See Details
Our iron mounting bracket is a robust, versatile, and highly durable support solution designed for a wide range of industrial and commercial applications. Constructed from premium-grade iron, this mou...
See Details
The 65Mn Iron Stamped Seat Adjuster Plate is a precision-engineered metal stamping component made from high-carbon steel (65Mn), a material known for its hardness, tensile strength, and wear resistanc...
See Details
Our automotive steel flange is engineered for precision, durability, and exceptional performance in various automotive applications. Made from high-quality carbon steel, stainless steel, or alloy stee...
See Details
Our copper thin-walled bearing cage is an essential component designed for use in precision bearings, offering durability and efficient performance in various industrial applications. Constructed from...
See Details
Brass bearing dust caps are essential components designed to protect bearings and other mechanical parts from dirt, dust, moisture, and contaminants that can cause premature wear and damage. These dus...
See Details
The copper silver plated water pump solenoid valve pin is a high-performance, precision-engineered component designed for functionality in water pump solenoid valves. Manufactured using a combination ...
See Details
The Stamped Copper Silver-Plated New Energy Charging Pile Plug is a high-performance connector specially designed for new energy electric vehicle charging stations. Made from high-quality copper mater...
See Detailscontact details
Address: No.6 Qiasheng North Road,Caoqiao Industrial Park,Xueyan Town,Wujin District,Changzhou City,Jiangsu Province
TEL: 86-15050692548
If You Are Interested In Our Products, Please Consult Us