 简体中文
简体中文
 English
English
 عربى
عربى

Content
- 1 Understanding Metal Stamping Technology
- 2 Common Types of Stamping Parts
- 3 Metal Stamping Process Step-by-Step
- 4 Popular Materials for Stamping Parts
- 5 Critical Quality Control Measures
- 6 Design Considerations for Stamping Parts
- 7 Cost Factors in Metal Stamping
- 8 Industry Applications of Stamped Parts
- 9 Comparing Stamping to Alternative Manufacturing Methods
- 10 Emerging Trends in Stamping Technology
- 11 Troubleshooting Common Stamping Issues
- 12 Maintenance Best Practices for Stamping Dies
- 13 Calculating Production Requirements
- 14 Environmental Considerations
- 15 Future Outlook for the Stamping Industry
Metal stamping parts are essential components used across countless industries, from automotive to electronics. This comprehensive guide explains everything you need to know about stamped metal components, including manufacturing processes, material selection, quality standards, and practical applications.
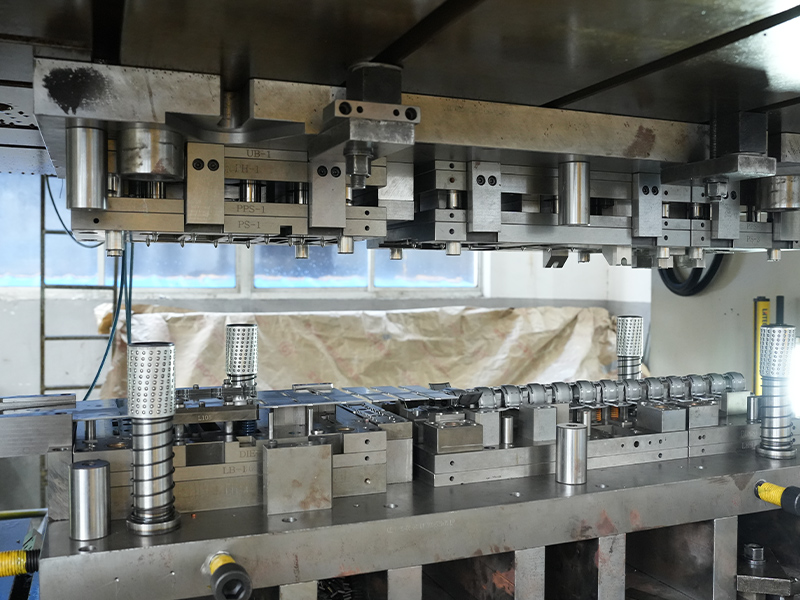
Understanding Metal Stamping Technology
Metal stamping is a cold-forming manufacturing process that uses dies and stamping presses to transform sheet metal into specific shapes. The process offers several advantages:
- High production efficiency
- Excellent dimensional consistency
- Cost-effectiveness for mass production
- Ability to create complex geometries
- Material savings with minimal waste
Modern stamping technology can produce parts with tolerances as tight as ±0.01 mm for precision applications.
Common Types of Stamping Parts
Stamped components can be categorized by their manufacturing process and final form:
| Type | Description | Typical Applications |
| Blanking Parts | Flat components cut from sheet metal | Washers, shims, electrical contacts |
| Bending Parts | Components with angled or formed features | Brackets, clips, enclosures |
| Deep Drawing Parts | Three-dimensional hollow shapes | Cans, containers, automotive panels |
| Progressive Die Parts | Complex components made in multiple steps | Electrical terminals, connectors |
| Fine Blanking Parts | High-precision components with smooth edges | Gears, precision mechanical parts |
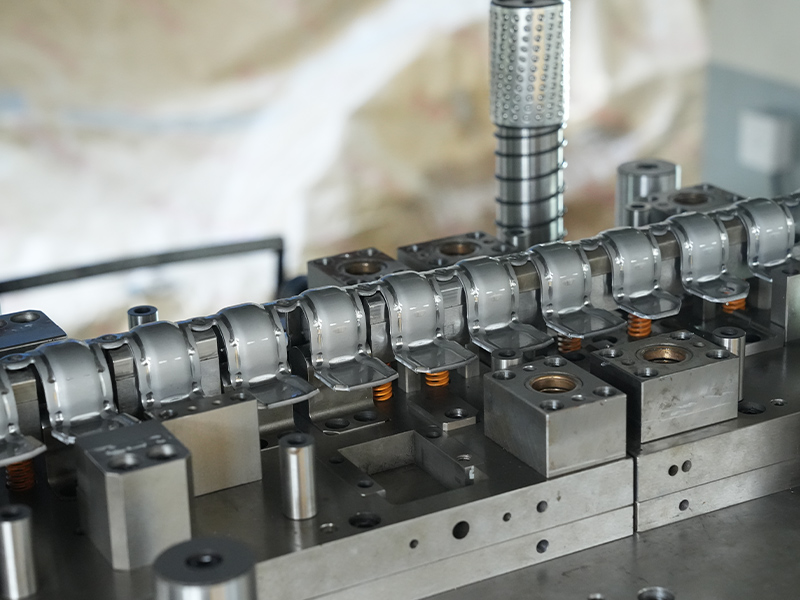
Metal Stamping Process Step-by-Step
The metal stamping process typically involves these key stages:
- Material Selection: Choosing appropriate metal type and thickness
- Blank Preparation: Cutting sheet metal to required size
- Tooling Setup: Installing and aligning dies in the press
- Stamping Operation: Forming the part through pressing
- Secondary Operations: Additional processes like tapping or welding
- Quality Inspection: Verifying dimensional accuracy
- Surface Treatment: Applying protective coatings if needed
Popular Materials for Stamping Parts
Material selection depends on the part's function, environmental conditions, and cost considerations:
| Material | Thickness Range | Key Properties | Common Uses |
| Cold Rolled Steel | 0.5-3.0 mm | High strength, good formability | Automotive, appliances |
| Stainless Steel | 0.2-6.0 mm | Corrosion resistance | Medical, food processing |
| Aluminum Alloys | 0.3-5.0 mm | Lightweight, conductive | Aerospace, electronics |
| Copper/Brass | 0.1-3.0 mm | Excellent conductivity | Electrical components |
| High Carbon Steel | 1.0-8.0 mm | Exceptional hardness | Industrial machinery |
Critical Quality Control Measures
Ensuring stamped part quality requires multiple verification methods:
- First Article Inspection: Comprehensive measurement of initial samples
- Dimensional Checks: Using calipers, micrometers, and CMMs
- Material Verification: Spectrometer testing for alloy composition
- Surface Inspection: Checking for scratches, dents, or defects
- Functional Testing: Verifying fit and performance
Statistical process control (SPC) methods are often implemented to monitor production consistency.
Design Considerations for Stamping Parts
Effective stamped part design follows these principles:
- Maintain uniform wall thickness when possible
- Include appropriate bend radii (typically 1x material thickness)
- Design features to minimize tool wear
- Consider grain direction for bending operations
- Allow for proper material flow in deep drawing
- Include tolerances appropriate for the manufacturing method

Cost Factors in Metal Stamping
Several variables affect the final price of stamped components:
| Factor | Impact on Cost | Cost Reduction Tips |
| Material Type | 20-60% of total cost | Consider alternative alloys |
| Part Complexity | Increases tooling costs | Simplify geometries where possible |
| Production Volume | Higher volumes reduce unit cost | Combine orders when practical |
| Tolerance Requirements | Tighter tolerances increase cost | Specify looser tolerances where acceptable |
| Secondary Operations | Adds processing steps | Design to minimize post-processing |
Industry Applications of Stamped Parts
Metal stamping serves virtually every manufacturing sector:
- Automotive: Body panels, brackets, engine components
- Electronics: Connectors, shielding, heat sinks
- Medical: Surgical tools, implant components
- Appliances: Housings, control panels, hinges
- Construction: Fasteners, hardware, structural components
- Aerospace: Aircraft fittings, instrumentation parts
Comparing Stamping to Alternative Manufacturing Methods
Understanding when to choose stamping versus other processes:
| Method | Advantages | Disadvantages | Best For |
| Metal Stamping | High speed, low unit cost, precision | High tooling cost, limited to sheet metal | Mass production of thin components |
| CNC Machining | Flexible, no tooling needed | Slower, higher per-part cost | Prototypes, complex 3D parts |
| Die Casting | Complex shapes, good surface finish | Limited to non-ferrous metals | Zinc, aluminum components |
| 3D Printing | No tooling, design freedom | Slow, material limitations | Prototypes, custom parts |
Emerging Trends in Stamping Technology
The stamping industry continues to evolve with new developments:
- Smart Dies: Sensors for real-time process monitoring
- Advanced Simulations: Better prediction of material behavior
- High-Speed Automation: Faster presses with robotic handling
- Laser-Assisted Stamping: Localized heating for difficult materials
- Eco-Friendly Processes: Reduced energy and material waste
Troubleshooting Common Stamping Issues
Solutions for frequent production problems:
| Problem | Possible Causes | Solutions |
| Burrs | Worn dies, improper clearance | Sharpen/replace dies, adjust clearance |
| Cracking | Insufficient bend radius, wrong material | Increase radius, anneal material |
| Wrinkling | Insufficient blank holder pressure | Adjust pressure, use draw beads |
| Springback | Material memory effect | Overbend, use compensation angles |
| Misalignment | Improper feeding, worn guides | Check feeder, replace guides |
Maintenance Best Practices for Stamping Dies
Proper die maintenance extends tool life and ensures quality:
- Clean dies regularly to remove metal particles
- Inspect for wear and damage after each production run
- Apply appropriate lubricants to reduce friction
- Store dies properly when not in use
- Keep detailed maintenance records
- Train operators in proper handling procedures
Calculating Production Requirements
Key formulas for stamping operations:
Press Tonnage Calculation:
Tonnage = (Perimeter × Material Thickness × Shear Strength) / 2000
Blank Size for Deep Drawing:
Blank Diameter = √(Final Part Surface Area × 4/π)
Production Rate:
Parts/Hour = (3600 × Efficiency Factor) / Cycle Time (seconds)
Environmental Considerations
Modern stamping operations address sustainability through:
- Scrap metal recycling programs
- Energy-efficient servo presses
- Water-based lubricants and cleaners
- Waste reduction initiatives
- Closed-loop coolant systems
Future Outlook for the Stamping Industry
The metal stamping sector is projected to grow steadily, driven by:
- Increasing automotive production worldwide
- Growth in renewable energy infrastructure
- Expansion of consumer electronics markets
- Advances in lightweight materials
- Integration with Industry 4.0 technologies
As manufacturing demands evolve, stamping technology continues to adapt, offering cost-effective solutions for producing precision metal components across diverse industries.










