 简体中文
简体中文
 English
English
 عربى
عربى

Content
- 1 What Are Hardware Stamping Parts?
- 2 The Core Stamping Processes Explained
- 3 Material Selection: Matching Metal to Application
- 4 Tolerances and Dimensional Standards You Should Know
- 5 Surface Finishing Options for Hardware Stamping Parts
- 6 Key Industries and What They Demand From Stamped Parts
- 7 Tooling: The Investment That Determines Long-Term Part Cost
- 8 Quality Control in Hardware Stamping: What a Rigorous Process Looks Like
- 9 How to Evaluate a Hardware Stamping Parts Supplier
- 10 Getting the Most From Your Stamping Project: Practical Tips
- 11 Why Work With a Specialized Hardware Stamping Manufacturer
Hardware stamping parts are at the core of modern manufacturing. From the bracket inside your car door to the terminal inside an industrial relay, these small precision components keep complex assemblies functioning reliably—often without the end user ever noticing them. As a manufacturer that has been producing metal stamping parts since 2010, we want to give you a clear, practical picture of what hardware stamping parts actually are, how they are made, and what to look for when you source them.
What Are Hardware Stamping Parts?
Hardware stamping parts are metal components produced by pressing, punching, bending, or drawing sheet metal through a die using a mechanical or hydraulic press. The process is known as metal stamping or press forming. Unlike machining, which removes material to create a shape, stamping is a forming process—material is reshaped without being cut away, which dramatically reduces waste and cost at scale.
The term "hardware stamping parts" covers an extremely broad range of components. A short representative list includes:
- Brackets, clips, and mounting plates used in automotive body assemblies
- Electrical terminals, connectors, and shielding covers in consumer electronics
- Surgical instrument housings and implant-adjacent components in medical devices
- Enclosures, heat sinks, and structural frames in industrial machinery
- Hinges, fasteners, springs, and washers in hardware and construction products
What all these components share is the requirement for tight dimensional consistency, surface integrity, and the ability to be produced in high volumes at a repeatable quality level.
The Core Stamping Processes Explained
Understanding the basic operations involved helps you communicate more effectively with your supplier and evaluate quotes more accurately. Most hardware stamping parts are produced through one or more of the following operations:
Blanking and Punching
A punch forces sheet metal through a die to separate a flat shape (blanking) or to create a hole (punching). These are typically the first operations in a multi-stage process. Dimensional accuracy here determines whether every downstream operation stays in tolerance.
Bending and Forming
Bending applies force along a straight axis to create angular features. Forming is a broader term for any operation that changes the sheet's contour without removing material—including embossing, coining, and curling. Springback (the tendency of metal to partially return toward its original shape after forming) is one of the most common sources of dimensional error; experienced toolmakers account for this in die design from the outset.
Deep Drawing
Deep drawing pulls a flat blank into a die cavity to create a hollow, three-dimensional shape—cups, cans, enclosures, and housings are typical outputs. The depth-to-diameter ratio (known as the draw ratio) determines whether a part can be formed in a single draw or requires multiple reduction stages. Most materials allow a draw ratio of roughly 1.5 to 2.0 per stage without cracking.
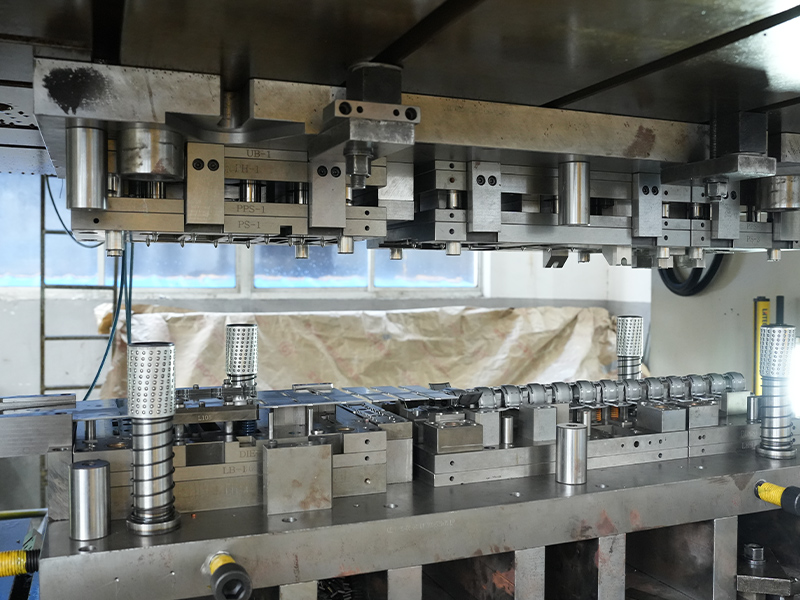
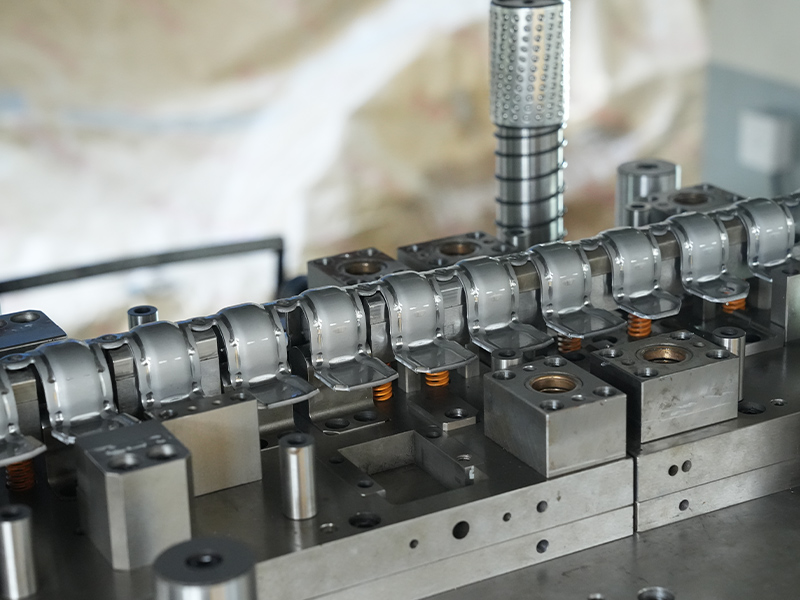
Progressive Die Stamping
Progressive die tooling performs multiple operations—blanking, piercing, bending, forming—at successive stations within a single die set. A coil of metal feeds through automatically, advancing one step per press stroke. Progressive dies are the standard choice for high-volume hardware stamping parts because they combine multiple operations into a single cycle, reducing handling time and per-piece cost. Cycle rates of 100 to 400+ strokes per minute are common.
Transfer Die Stamping
When a part is too large or complex to remain connected to a carrier strip throughout the process, it is separated early and transferred mechanically between stations. Transfer dies are preferred for larger structural parts such as automotive body panels where blanks must be repositioned or flipped between operations.
Material Selection: Matching Metal to Application
Material choice is one of the most consequential decisions in a stamping project. The wrong material can mean tool wear, poor formability, inadequate mechanical properties, or unnecessary cost. Below is a practical comparison of the most common materials used in hardware stamping parts:
| Material | Key Properties | Typical Applications | Considerations |
|---|---|---|---|
| Carbon Steel (SPCC / DC01) | High strength, low cost, good formability | Structural brackets, machinery frames, enclosures | Requires coating or plating to resist corrosion |
| Stainless Steel (304 / 316) | Excellent corrosion resistance, high hardness after work hardening | Medical devices, food equipment, marine hardware | Higher tooling wear; springback must be carefully compensated |
| Aluminum (1xxx / 5xxx / 6xxx) | Lightweight, corrosion resistant, good thermal conductivity | Automotive lightweighting, electronics heat sinks, aerospace | Lower strength than steel; alloy selection is critical |
| Copper / Copper Alloys | Superior electrical and thermal conductivity, ductile | Electrical terminals, connectors, bus bars | Higher material cost; oxidation management needed in storage |
| Zinc / Zinc Alloys | Good formability, natural corrosion barrier, low cost | Decorative hardware, automotive trim, consumer goods | Lower mechanical strength than steel; not suitable for load-bearing parts |
At Dingjia, we work with the full range of both ferrous and non-ferrous materials. Our hardware stamping parts product range covers stainless steel, carbon steel, aluminum, copper, copper-based plated, and zinc alloy stamping—giving customers a single-source option regardless of their material requirement.
Tolerances and Dimensional Standards You Should Know
Tolerance requirements have a direct effect on tooling cost, cycle time, and scrap rate. Before requesting a quote, it is worth understanding what is achievable and what drives cost up.
- Standard commercial tolerances for stamped sheet metal parts are typically ±0.1 mm to ±0.3 mm for linear dimensions, depending on material thickness and feature complexity.
- Precision progressive die stamping can hold ±0.02 mm to ±0.05 mm on punched holes and blanked edges with proper die clearance management and regular die maintenance.
- Bend angle tolerances are commonly held to ±1° under standard conditions and ±0.5° for precision applications.
- Flatness and perpendicularity requirements, especially for parts used in automated assembly, should be clearly stated on the drawing rather than assumed.
Specifying tighter tolerances than the application actually needs is one of the most common ways buyers inadvertently increase part cost. If your design team is uncertain, a DFM (Design for Manufacturability) review with the supplier before tooling sign-off can prevent expensive revisions later.
Surface Finishing Options for Hardware Stamping Parts
Raw stamped metal surfaces are rarely the final state of a hardware part. Surface treatment serves three main purposes: corrosion protection, aesthetic improvement, and functional modification (such as increasing hardness or improving electrical contact). The most common finishing options include:
- Electroplating – Deposits a thin metallic layer (zinc, nickel, chrome, tin, gold) onto the part surface for corrosion protection and appearance. Thickness is typically 5–25 µm.
- Powder Coating – Electrostatic application of polymer powder, then cured in an oven. Provides a durable, uniform coating 60–100 µm thick. Common on carbon steel structural parts.
- Anodizing – An electrochemical process exclusive to aluminum that grows a dense, integral oxide layer. Type II anodizing gives 5–25 µm; Type III (hard anodizing) gives 25–150 µm with significantly higher hardness.
- Passivation – A chemical treatment for stainless steel that removes free iron from the surface, maximizing the material's inherent corrosion resistance. Commonly specified for medical and food-grade parts.
- Phosphating + Paint – A common two-step process for steel automotive parts: iron or zinc phosphate conversion coating provides adhesion and corrosion resistance as a base for subsequent painting.
- Polishing / Deburring – Vibratory or barrel finishing removes burrs and sharp edges from punched features—essential for parts that contact hands, cables, or sealing components.
The right finishing choice depends on the operating environment, regulatory requirements (RoHS compliance is frequently required for electronics parts), and your assembly process. Let your supplier know the end-use conditions early—it affects material selection as much as it does finishing.
Key Industries and What They Demand From Stamped Parts
Hardware stamping parts are not generic commodities. Each industry brings a specific set of technical and regulatory demands that the manufacturer must understand before the first die is cut.
Automotive
Automotive stamping parts must meet tight dimensional tolerances because they are integrated into automated assembly lines where even a 0.2 mm deviation can cause fit failures. IATF 16949 quality system certification is effectively mandatory for Tier 1 and Tier 2 automotive suppliers. Material traceability, PPAP (Production Part Approval Process) documentation, and functional durability testing are standard requirements. Our automotive steel stamping parts are produced under IATF 16949-certified quality control.
Electronics and Electrical
Terminals, connectors, shields, and contact springs in electronics require consistent contact force, precise geometry, and reliable plating adhesion. Copper and copper alloy stamping parts dominate this segment because of their electrical conductivity. Tin or gold plating over copper is the standard for corrosion-free mating surfaces. Micro-stamping tolerances of ±0.01–0.05 mm are common in connector applications.
Medical Equipment
Medical stamping parts demand biocompatibility, resistance to repeated sterilization cycles, and complete traceability of material lots. 316L stainless steel is the most frequently specified material for its superior corrosion resistance in saline and chemical environments. ISO 13485 quality management certification is the baseline expectation from medical OEMs.
Industrial Machinery
Structural brackets, housing panels, and mechanism components in industrial equipment prioritize load-bearing capacity and dimensional stability over long service lives. High-strength carbon steel and structural aluminum alloys are typical choices. In many cases, welding or riveting operations follow stamping, so consistent blank dimensions and edge quality directly affect downstream joining quality.
Tooling: The Investment That Determines Long-Term Part Cost
The die (or tool) is the primary capital investment in a stamping project, and understanding tooling economics helps you make better sourcing decisions.
A simple single-operation die for a small bracket might cost $3,000–$8,000. A multi-station progressive die for a complex connector component can reach $50,000–$150,000 or more, depending on the number of stations, materials, and required tolerances. However, that upfront cost is amortized across the production run. At volumes above 50,000–100,000 parts, stamping typically delivers the lowest per-piece cost of any metal forming process.
Key questions to ask your supplier about tooling:
- What is the rated die life (number of strokes before major maintenance is required)?
- Who owns the tooling, and what happens to it if you switch suppliers?
- What is the tooling maintenance schedule and who bears the cost of routine sharpening?
- Can the same die set be modified if your design changes slightly, or is a new tool required?
A supplier with in-house mold design and maintenance capabilities—rather than one that outsources tooling—typically offers faster lead times on first samples and more control over tooling quality and longevity.
Quality Control in Hardware Stamping: What a Rigorous Process Looks Like
Dimensional accuracy alone does not define part quality. A robust quality control system for stamped hardware parts covers the entire production flow:
- Incoming material inspection – Verifying material certificates and sampling mechanical properties and thickness before coils enter production.
- First article inspection (FAI) – Full dimensional verification of the first production sample against the engineering drawing before mass production begins.
- In-process SPC (Statistical Process Control) – Sampling parts at defined intervals during production and tracking critical dimensions on control charts to catch drift before it produces defective parts.
- Coordinate Measuring Machine (CMM) inspection – For tight-tolerance features, CMM measurement eliminates operator subjectivity and provides documented dimensional reports.
- Surface and visual inspection – Checking for burrs, cracks, scratches, plating defects, and other surface anomalies under defined lighting conditions.
- Outgoing quality control (OQC) – Final AQL-based sampling inspection before shipment with inspection reports provided to the customer.
We hold IATF 16949 certification and operate a quality laboratory equipped with Zeiss coordinate measuring instruments and semi-automatic CMMs. For customers in regulated industries, we can provide full inspection records and material traceability documentation with each shipment.
How to Evaluate a Hardware Stamping Parts Supplier
Choosing the right manufacturer is as important as getting the design right. Here is a practical evaluation framework based on the criteria that actually drive long-term supply reliability:
| Criterion | What to Look For | Red Flags |
|---|---|---|
| Tooling Capability | In-house mold design and maintenance team | All tooling outsourced; limited DFM support |
| Press Equipment | Range of tonnage (covers your part thickness); modern CNC-controlled presses | Only one or two press sizes; aging equipment with no maintenance records |
| Quality Certification | IATF 16949 (automotive), ISO 9001, ISO 13485 (medical) | No certification or certification not renewed recently |
| Inspection Equipment | CMM, optical comparators, hardness testers on-site | Reliance on manual gauges only for precision features |
| Material Breadth | Handles both ferrous and non-ferrous materials in-house | Specializes in only one material family; can't support future design changes |
| Communication | Responsive to technical questions; proactive about DFM feedback | Slow to respond; avoids committing to dimensional guarantees |
We welcome factory audits and are happy to walk prospective customers through our production process, tooling room, and quality laboratory. Transparency at the qualification stage is the best way to build the kind of long-term supply relationship that benefits both sides.
Getting the Most From Your Stamping Project: Practical Tips
After working with customers across automotive, electronics, and medical industries for over 15 years, these are the practices that consistently lead to better outcomes:
- Share your annual volume forecast early. Even an approximate figure (e.g., 200,000 pieces/year) determines whether progressive tooling, transfer tooling, or compound tooling makes economic sense, and it directly influences the tooling investment you will be asked to make.
- Specify only tolerances you will actually inspect. If your incoming inspection does not check a dimension, there is no point in holding your supplier to ±0.02 mm on it—you are just paying for a tighter process for no benefit.
- Request a DFM review before tooling approval. Small changes—adding a radius to a sharp inside corner, adjusting a hole-to-edge distance, or changing a bend relief—can significantly reduce tool wear and improve part consistency at no design penalty.
- Consolidate your stamping suppliers where practical. Using a manufacturer with broad material capability means fewer qualification processes, fewer tooling styles to manage, and stronger leverage for priority scheduling during high-demand periods.
- Plan your surface finish before tooling is cut. Some finishing processes (e.g., heavy zinc plating) add dimensional buildup that must be factored into part geometry from the beginning, not retrofitted after the fact.
Why Work With a Specialized Hardware Stamping Manufacturer
Hardware stamping looks deceptively simple from the outside—a press comes down, a shape comes out. In practice, a high-quality stamping operation involves precise die engineering, material science knowledge, process control discipline, and rapid response to tooling wear. The gap between a mediocre supplier and a capable one shows up in your scrap rate, your assembly line fit checks, and your warranty claims—not just in price per piece.
Changzhou Dingjia Metal Technology Co., Ltd. has been manufacturing precision hardware stamping parts since 2010, operating from a 6,900 m² facility in Wujin District, Changzhou, with a team of 56 experienced technicians and 24 punching machines capable of 500 tons of monthly stamping capacity. Our production covers both ferrous and non-ferrous materials, and our parts serve customers in automotive, electronics, and medical machinery sectors globally.
If you are sourcing hardware stamping parts and want a manufacturer with the tooling depth, quality infrastructure, and material range to support your full product lifecycle, we invite you to explore our complete range of hardware stamping parts or contact us directly to discuss your project requirements.











